Приспособление, изображенное на рис. 1, применяют для шлифования конуса центров, втулок и т. п. на круглошлифовальном станке. Приспособление устанавливают на стол станка и закрепляют винтами 1, а шлифуемую деталь — в сменную втулку 4. Верхнюю часть приспособления 3 поворачивают по лимбу на угол конуса детали и закрепляют гайками 2.
При малых углах конуса деталь вращается от передней бабки; при больших углах конуса деталь вращают вручную рукояткой 5.
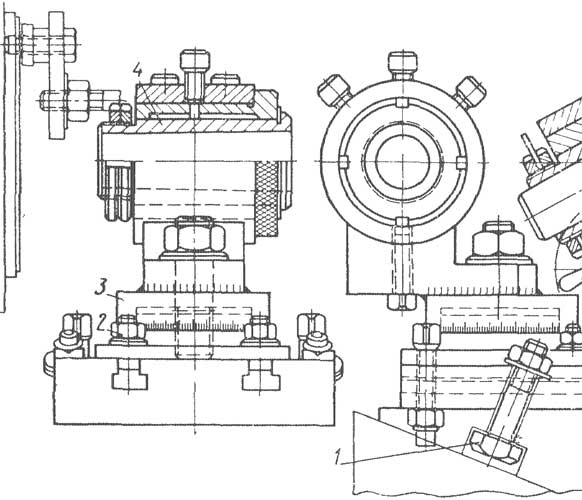
Рис. 1. Приспособление для шлифования конусных деталей на круглошлифовальном станке
Приспособление для шлифования скосов фиксаторов. Скосы деталей типа фиксаторов шлифуют в приспособлении (рис. 2), состоящем из корпуса 1, втулки 2 и винта 3. Скосы корпуса 1 соответствуют углам скоса фиксатора. Отверстия под сменную втулку 2 и под резьбу винта 3 растачивают на координатно-расточном станке по центру скосов корпуса. Винт 3 фиксирует обрабатываемую деталь по шпоночному пазу.
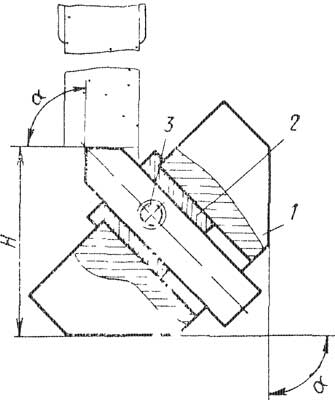
Рис 2 — Приспособление для шлифования скосов фиксаторов
Внутреннее отверстие втулки 2 обеспечивает скользящую посадку фиксатора. При шлифовании скосов приспособление устанавливают на магнитную плиту станка поочередно на два скоса корпуса 1 и по нониусу выдерживают высоту Н шлифовального круга. Приспособление обеспечивает быструю и точную обработку симметричных скосов у деталей типа фиксаторов.
Приспособления для шлифования тонкостенных втулок. При шлифовании отверстий тонкостенных втулок с креплением в кулачковом патроне за наружную поверхность искажается геометрическая форма втулки. Слабое зажатие втулки опасно, так как возможен вырыв ее из патрона. Закрепление в разжимной втулке уменьшает деформацию, но не устраняет ее полностью.
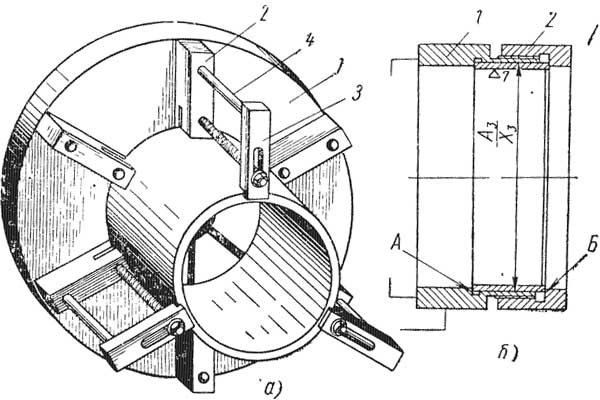
Рис. 3 Приспособление для шлифования тонкостенных втулок: а — диаметром отверстия 50-200 мм; б — с толщиной стенки 2,5 мм и меньше
Приспособление, изображенное на рис. 3, а, устраняет деформацию втулок, так как втулку зажимают за торец и радиальные силы отсутствуют. Фиксирующие и зажимные сухари 2 и 3 перемещают в пазах планшайбы 7, они могут быть установлены для любого диаметра втулки в пределах 50-200 мм. Опорные поверхности сухарей 2 шлифуют после установки приспособления на станке. Опорные шпильки 4 регулируют по высоте в зависимости от высоты втулок. Приспособление с незначительной переналадкой используют для шлифования втулок различного диаметра и высоты.
Для шлифования втулок, толщина стенок которых равна 2,5 мм и меньше, применяют приспособление, показанное на рис. 3, б. Тонкостенные втулки шлифуют предварительно по наружной поверхности и торцам с посадкой Х3 и припуском под окончательное шлифование. Корпус 1 приспособления зажимают в кулачках патрона и шлифуют по внутренней поверхности, диаметр которой соответствует наружному диаметру втулки и торцу А с проверкой по индикатору. Шлифуемую втулку вставляют в отверстие корпуса 1 и зажимают гайкой 2 за торец Б.
