При фрезеровании вертикальных поверхностей на горизонтально-фрезерных станках целесообразно применять приспособление, изображенное на рис. 1. Корпус 4 приспособления вставляют в паз стола станка хвостовиком-шпонкой и прикрепляют к нему болтом 6 и гайкой 2. Деталь прижимают к корпусу приспособления в положении, когда ее обрабатываемый торец слегка выступает за край стола, и закрепляют на столе станка двумя прихватами 3.
Прихваты можно сдвигать относительно пазов стола. Штифт предотвращает поворот прихвата при зажатии детали. Для деталей шириной свыше 100 мм следует применять два комплекта приспособления. Жесткая конструкция упора и зажима обеспечивает надежное закрепление детали; при этом устраняется возможность сдвига деталей под действием силы резания и подачи, что при скоростном торцовом фрезеровании особенно важно.
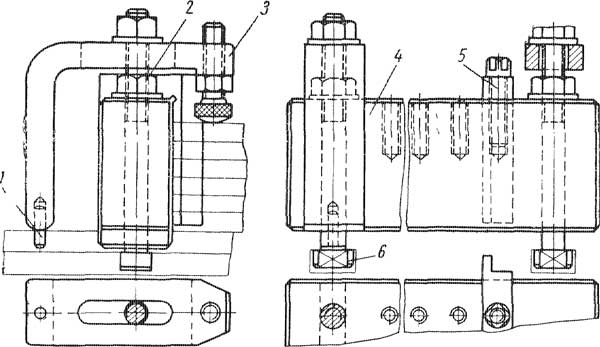
Рис 1. Приспособление для фрезерования торцов
Это приспособление позволяет: устанавливать и закреплять детали одновременно (пачкой) с упором в угольник 5 торцами, противоположными обрабатываемым; фрезеровать детали под углом 90° относительно базовых поверхностей, которыми деталь прижимается к корпусу приспособления и поверхности стола.
С применением приспособления время установки, выверки и закрепления деталей сокращается в 4-10 раз в зависимости от величины партии и размеров деталей.
Приспособление обеспечивает возможность обработки торцов деталей любых габаритных размеров.
Приспособление применяют для типового технологического процесса обработки планок:
- фрезерования четырех узких сторон в тисках на вертикально-фрезерных станках лобовыми твердосплавными фрезами и головками;
- фрезерования двух торцов на горизонтально-фрезерном станке лобовой фрезой;
- шлифования двух поверхностей по толщине на магнитной плите плоскошлифовального станка;
- шлифования двух торцов по ширине планки с применением универсального приспособления на магнитной плите плоскошлифовального станка.
