Процесс зубозакругления. В коробках передач различных машин широко применяют скользящие блоки колес, переключаемых для изменения частоты вращения выходящего из коробки вала или шпинделя. Кроме скользящих блоков, применяют также и зубчатые муфты. Блоки и муфты переключаются путем перемещения их вдоль оси от положения сцепления одной пары к положению сцепления другой. При таком переключении весьма важно попадание зубьев одного элемента во впадины другого. Однако при плоских торцах зубьев такое попадание весьма затруднительно, а иногда и вовсе невозможно.
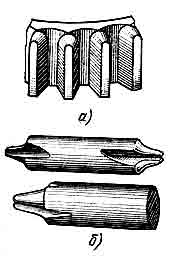
Рис. 1 Метод закругления торцев зубьев
Для ускорения процесса переключения закругляют торцы зубьев переключаемых колес (рис. 1, а). Этот процесс может производиться на специальных зубозакрутляющих станках пальцевыми фрезами (рис. 1, 6).
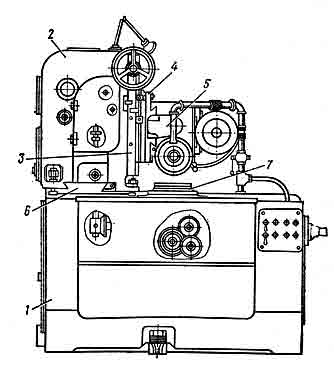
Полуавтомат мод. 5Н582 (рис. 2) предназначен для закругления торцов зубьев прямозубых цилиндрических колес наружного и внутреннего зацепления в условиях серийного и массового производства.
На станине 1 устанавливается стойка 2, на вертикальной плоскости которой смонтирована инструментальная бабка, состоящая из салазок 3, поворотной плиты 4 и головки 5. Стойка может перемещаться по поперечным направляющим станка 6. Станина 1 имеет горизонтальные направляющие, на которых установлена шпиндельная бабка изделия 7. В шпиндель устанавливается оправка для закрепления заготовки.
Рис. 2 Компановка полуавтомата мод. 5Н582
Обработка на станке производится пальцевыми фрезами при непрерывном вращении заготовки и синхронном с ним перемещении инструмента. При этом инструмент совершает два движения: движение резания (вращение вокруг оси) и возвратно-поступательное вертикальное перемещение, которое в сочетании с вращательным движением заготовки обеспечивает получение заданной формы закругления зуба.
Внутренний зуб обрабатывается только в наладочном режиме. Станок имеет вертикальную компоновку, при которой ось шпинделя изделия расположена вертикально, а ось фрезерного шпинделя — горизонтально. Изменение частоты вращения фрезы осуществляется при помощи сменных шкивов, устанавливаемых на вал электродвигателя и шпиндель фрезы. Настройка полуавтомата на число обрабатываемых зубьев производится гитарой деления. Время цикла устанавливается при помощи сменных шестерен гитары цикла. Специальный счетчик количества обрабатываемых деталей позволяет устанавливать время смены инструмента.
Разница между энергией электрического поля и энергией магнитного поля примерно такая же, как между энергией,…
Когда-то легендарный пастух Магнес, нашел природный магнитный камень, притягивающий железо. В последствии этот камень назвали магнетит или магнитный…
В электрических цепях применяются различные способы соединения конденсаторов. Соединение конденсаторов может производиться: последовательно, параллельно и последовательно-параллельно (последнее иногда называют смешанное соединение конденсаторов). Существующие…
Обозначение конденсаторов на схемах определено ЕСКД ГОСТ 2.728-74. Обозначения условные графические в схемах. Резисторы, конденсаторы. Итак,…
Узнав, что же такое конденсатор, рассмотрим, какие бывают виды конденсаторов. Итак, виды конденсаторов можно классифицировать по…
Вся энергия заряженного конденсатора сосредотачивается в электрическом поле между его пластинами. Энергию, накопленную в конденсаторе, можно определить…
{kind=link}
{kind=link}