Передачи винт-гайка качения нашли широкое применение благодаря некоторым преимуществам по сравнению с винтовыми парами скольжения. Винтовые пары качения имеют высокий КПД, в них коэффициенты трения покоя и движения близки друг другу по величине, силы трения не зависят от скорости движения. При выборе зазора в паре образуется беззазорная передача с достаточно высокой осевой жесткостью.
Устройство
Передача (рис. 1, а) состоит из винта 1, гайки 2, комплекта шариков 3 и устройства 4 для возврата шариков. В наиболее распространенной конструкции шарики возвращаются по каналу, выполненному во вкладыше. Последний размещен в окне гайки. Канал во вкладыше соединяет конец витка с его началом, тем самым образуется замкнутый контур, по которому циркулируют шарики. Чаще всего в станках с ЧПУ применяют гайки, имеющие три независимых рабочих контура (витка), в этом случае окна со вкладышами размещают под углом 120° друг к другу со сдвигом в осевом направлении на один шаг винтовой линии.
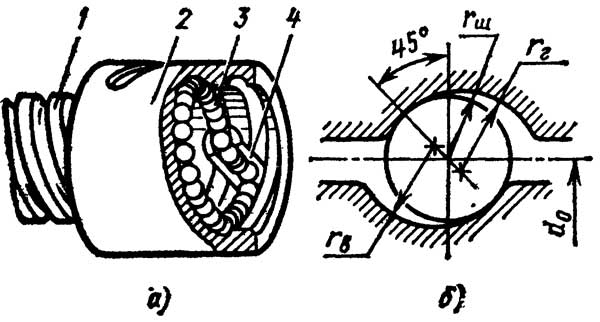
Рис. 1. Передача винт-гайка качения (а) и полукруглый профиль резьбы (б)
Основные параметры передачи
Отраслевым стандартом установлены основные параметры передачи винт — гайка качения и присоединительные размеры корпусов, в которые устанавливают гайки.
Номинальный диаметр винта dQ (рис. 1, б) равен диаметру условного цилиндра, образованного траекториями движения центра шариков.
Существует несколько профилей резьбы винта и гайки: прямоугольный, трапецеидальный, «стрельчатой арки» и полукруглый.
Последний широко применяют в станках с ЧПУ, как наиболее технологичный. Радиус профиля винта rв и гайки rг делают близким к радиусу шарика rш, чтобы максимально снизить контактные напряжения: rв = rг ≈ (1,03÷1,05) rш.
Регулировка осевого зазора
Диаметральный зазор между винтом и гайкой выбран таким, что угол контакта шариков с винтом и гайкой составляет 45°. Максимальная длина винта установлена из технологических соображений. Пара винт-гайка качения работает чаще всего без осевого зазора, а при необходимости иметь высокую осевую жесткость — при наличии натяга. Для устранения зазора и создания натяга пару снабжают двумя гайками, и с помощью особых устройств смещают одну гайку относительно другой в осевом или угловом направлении.
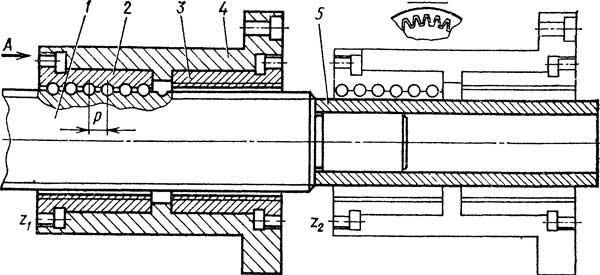
Рис. 2. Схема регулировки осевого зазора (натяга) в винтовой паре качения
При осевом смещении под фланец одной из гаек подкладывают компенсаторную прокладку, изменение ее толщины приводит к устранению зазора в резьбе. Более распространена конструкция винтовой пары (рис. 2) с гайками 2 и 5, снабженными зубчатыми венцами. Число зубьев гаек отличается на единицу. Венцы гаек входят в соответствующие зубчатые венцы корпуса 4. Разница в один зуб в числе зубьев гаек позволяет производить очень тонкую осевую регулировку пары. Для этого необходимо свинтить корпус 4 с гайками с винта на специальную втулку 5, надетую на хвостовик винта 1. Затем следует вывести зубчатые венцы обеих гаек из зацепления с корпусом и повернуть гайки на одно и то же число зубьев z в одну сторону. Осевое сближение профилей резьбы гаек произойдет из-за неравных углов поворотов.
Материалы
Ходовые винты пар качения изготовляют из высокоуглеродистых хромистых сталей 8ХФ, 7ХГ2ВМ, ХВГ с объемной или поверхностной закалкой токами высокой частоты. Материалом гаек и вкладышей служит сталь 9ХС. Твердость всех элементов пары HRC 58-62. В зависимости от точности шага резьбы винты подразделяют на три класса: Н, П и В (в порядке возрастания точности).
Допустимые отклонения
Отклонение радиуса резьбы от номинального значения не должны превышать (+0,010)-(+0,015) мм. Отклонения внутреннего диаметра резьбы ±0,007 мм для малых диаметров (16-32 мм) и ±0,016 мм для больших диаметров (80 и 100 мм). Колебания среднего диаметра резьбы не должны превышать 0,005-0,008 мм на длине 1 м и 0,010 мм на всей длине винта. Разноразмерность шариков должна быть не более 0,002 мм.
Контроль
В собранной винтовой паре необходимо проверить момент холостого хода и осевую жесткость. Для работы в приводах подач станков с ЧПУ нужно иметь минимальный момент холостого хода и наивысшую жесткость. Увеличение предварительного натяга в паре повышает ее осевую жесткость, но одновременно также увеличивает момент холостого хода. Кроме того, чрезмерный предварительный натяг может снизить долговечность пары, так как для одной из гаек в зависимости от направления движения сила предварительного натяга суммируется с осевой рабочей нагрузкой.
При контроле осевой жесткости (или податливости) винтовой передачи измеряют смещение корпуса с гайками относительно винта при осевом нагружении. В общем балансе осевой податливости привода по каждой из управляемых координат податливость винтовой передачи качения составляет обычно 10-40 %. Остальная часть податливости определяется осевой деформацией тела винта, податливостью торцовых стыков в опорах винта, угловой податливостью муфт, а при наличии зубчатых передач — угловыми и осевыми деформациями элементов редукторов.
