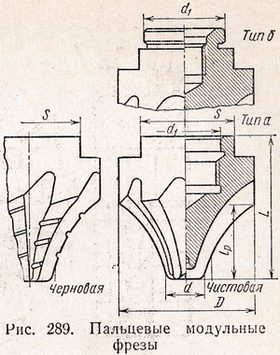
Пальцевые модульные фрезы применяют для фрезерования профиля прямозубых и косозубых зубчатых колес крупного модуля (m≥ 10 мм), когда нельзя нарезать колесо червячной фрезой (например, двушевронные колеса). На рис. 289 показаны пальцевые зуборезные черновые и чистовые фрезы.
Чистовая пальцевая фреза изготовляется с углом γ = 0, т. е. с радиальной передней поверхностью. Профиль зуба такой фрезы в осевом сечении должен в точности соответствовать профилю впадины колеса, если обрабатываемое зубчатое цилиндрическое колесо имеет прямые зубья. Если чистовая фреза предназначена для фрезерования шевронных или косозубых колес, то ее профиль несколько отличается от профиля впадины. Черновая пальцевая модульная фреза для обеспечения оптимальных условий резания конструируется с передним углом γ до 8°; она имеет также канавки для разделения стружки. Черновые и чистовые фрезы изготовляются с затылованным, но могут изготовляться и с остроконечным зубом; тогда необходимо затачивать их по профилю.
Черновые и чистовые фрезы могут быть сборными, со вставными или с приваренными ножами.
Пальцевые зуборезные фрезы навертываются на оправки. Распространены две конструкции центрирования и крепления пальцевых фрез на оправке: с внутренней цилиндрической выточкой (тип α) и с наружной цилиндрической проточкой (тип б). У фрез типа α (наиболее распространенные) посадочными местами являются торец и отверстие (рис. 289), а внутренняя резьба нарезается со значительным зазором и не направляет, а только обеспечивает крепление фрезы. При закреплении фрезы на оправке пользуются гаечным ключом.
Профиль фрез для нарезания прямозубых колес рассчитывается по формулам. Для фрез, которыми нарезают косозубые и шевронные колеса, производят более сложный расчет, так как пальцевая зуборезная фреза во впадине колеса должна обрабатывать винтовые боковые поверхности зуба колеса, и каждая точка фрезы соприкасается с винтовой эвольвентной боковой поверхностью зуба в разных плоскостях.
Наружный диаметр фрезы D определяется с запасом 3—10 мм по сравнению с максимальной абсциссой хmax профиля (см. рис. 285), т. е.
D = 2хmax + (3 ÷ 10) мм.
Длина режущей части lр принимается в зависимости от максимальной глубины ymax профиля с запасом 3—10 мм:
lр = ymах + (3 ÷ 10) мм.
Общая длина фрезы L = (1,9 ÷ 2) lр.
Диаметр посадочного отверстия d1 диаметр резьбы и остальные элементы посадочного отверстия могут быть приняты по нормалям.
Для нормальной работы фрезы важно иметь канавки для стружки достаточных размеров. Зубья желательно разместить у тонкого конца фрезы так, чтобы сохранить прочность зуба и иметь канавки достаточной глубины. При большой разнице между D и d целью увеличения объема канавок для выхода стружки часто приходится зубья у торцовой части фрезы срезать через один. Угол впадины стружечных канавок принимают обычно в пределах 45—60°. Число зубьев чистовых фрез рекомендуется принимать четным. На рис. 289 показана черновая пальцевая модульная фреза с большим объемом канавок для стружки и со стружкоделительными канавками.
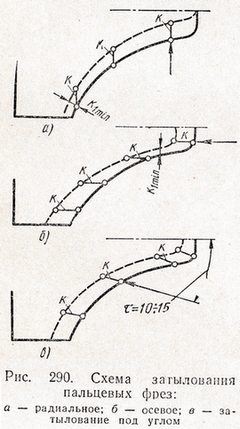
Пальцевые фрезы можно затыловать в радиальном и осевом направлениях, а также под углом (рис. 290).
При радиальном затыловании (рис. 290, α) измеренная по нормали к профилю величина К1 во всех точках профиля будет переменной; при переточках резко изменяется диаметр фрезы, что приводит к искажению профиля впадины, потому радиальное загылование пригодно только для черновых фрез.
При осевом затыловании (рис. 290, б) задний угол более постоянен, так как величина K1 в различных точках в радиальном направлении изменяется так, что частично компенсирует изменение диаметра. Однако при осевом затыловании в точках, где линия профиля параллельна оси фрезы или наклонена к ней под малым углом, получается слишком малая величина заднего угла.
При затыловании под углом τ = 10 ÷ 15° к оси фрезы (рис. 290, в) задний угол α остается почти постоянным, так как изменение величины К1 затыловании компенсирует изменение диаметра, и затылование пригодно для чистовых фрез.
Разница между энергией электрического поля и энергией магнитного поля примерно такая же, как между энергией,…
Когда-то легендарный пастух Магнес, нашел природный магнитный камень, притягивающий железо. В последствии этот камень назвали магнетит или магнитный…
В электрических цепях применяются различные способы соединения конденсаторов. Соединение конденсаторов может производиться: последовательно, параллельно и последовательно-параллельно (последнее иногда называют смешанное соединение конденсаторов). Существующие…
Обозначение конденсаторов на схемах определено ЕСКД ГОСТ 2.728-74. Обозначения условные графические в схемах. Резисторы, конденсаторы. Итак,…
Узнав, что же такое конденсатор, рассмотрим, какие бывают виды конденсаторов. Итак, виды конденсаторов можно классифицировать по…
Вся энергия заряженного конденсатора сосредотачивается в электрическом поле между его пластинами. Энергию, накопленную в конденсаторе, можно определить…
{kind=link}
{kind=link}