 Схемы базирования зависят от формы поверхностей обрабатываемых заготовок, большинство которых, как правило, ограничено плоскими, цилиндрическими или коническими поверхностями. Основными схемами базирования являются:
Схемы базирования зависят от формы поверхностей обрабатываемых заготовок, большинство которых, как правило, ограничено плоскими, цилиндрическими или коническими поверхностями. Основными схемами базирования являются:
- базирование призматических заготовок;
- базирование длинных цилиндрических заготовок;
- базирование коротких цилиндрических заготовок.
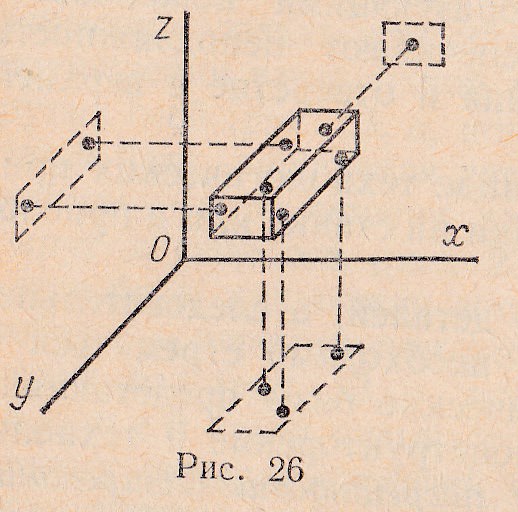
Схема базирования призматических заготовок предназначена для изготовления плит, крышек, картеров и др. Каждая обрабатываемая заготовка призматической формы, если ее рассматривать в системе трех взаимно перпендикулярных осей (рис. 26), имеет шесть степеней свободы: три перемещения вдоль осей Ох, Оу, Оz и три перемещения при повороте относительно этих же осей. Положение заготовки в пространстве определяется шестью координатами (рис. 26, штрихованные линии).
Три степени свободы, т. е. возможность перемещаться в направлении оси Оz и вращаться вокруг осей Ох и Оу, ограничены тремя координатами, определяющими положение заготовки относительно плоскости хОу. Две степени свободы, т. е. возможность перемещаться в направлении оси Ох и вращаться вокруг оси Оz, ограничены двумя координатами, определяющими положение заготовки относительно плоскости уОz. Шестая координата, определяющая положение заготовки относительно плоскости хОz, ограничивает возможность перемещения в направлении оси Оу, т. е. лишает ее шестой — последней степени свободы.
 Этот порядок установки заготовок призматической формы называют правилом шести точек. Это правило распространяется не только на заготовки призматической формы, базируемые по их наружному контуру, но и на заготовки другой формы при использовании-для их установки любых поверхностей, выбранных для базирования. Увеличение числа опорных точек сверх шести не только не улучшает, но и ухудшает условия установки, так как реальные заготовки имеют отклонения от правильной геометрической формы и местные неровности поверхности, что может приводить к самопроизвольной установке заготовки в приспособлении.
Этот порядок установки заготовок призматической формы называют правилом шести точек. Это правило распространяется не только на заготовки призматической формы, базируемые по их наружному контуру, но и на заготовки другой формы при использовании-для их установки любых поверхностей, выбранных для базирования. Увеличение числа опорных точек сверх шести не только не улучшает, но и ухудшает условия установки, так как реальные заготовки имеют отклонения от правильной геометрической формы и местные неровности поверхности, что может приводить к самопроизвольной установке заготовки в приспособлении.
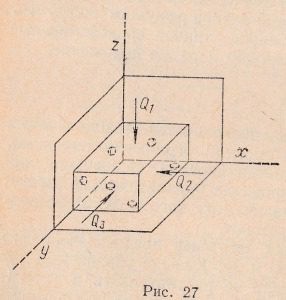
 На рис. 27 приведена схема положения обрабатываемой заготовки в приспособлении, где силы зажима Q1, Q2, Q3 образуют силовое замыкание базирования заготовки (штрихами показаны опорные точки). Нижняя поверхность заготовки с тремя опорными точками является установочной базой. Как правило, в качестве установочной базы выбирают поверхность наибольшего размера. Боковая поверхность с двумя опорными точками является направляющей базой, для которой выбирают поверхность наибольшей протяженности. Поверхность с одной опорной точкой является опорной базой.
На рис. 27 приведена схема положения обрабатываемой заготовки в приспособлении, где силы зажима Q1, Q2, Q3 образуют силовое замыкание базирования заготовки (штрихами показаны опорные точки). Нижняя поверхность заготовки с тремя опорными точками является установочной базой. Как правило, в качестве установочной базы выбирают поверхность наибольшего размера. Боковая поверхность с двумя опорными точками является направляющей базой, для которой выбирают поверхность наибольшей протяженности. Поверхность с одной опорной точкой является опорной базой.
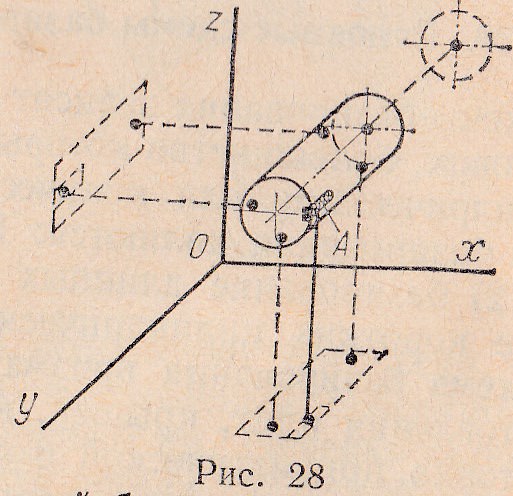
Схема базирования длинных цилиндрических заготовок. Из рис. 28 видно, что положение вала в пространстве определяется пятью координатами, которые лишают заготовку пяти степеней свободы перемещения в направлениях осей Ох, Оу, Оz и вращения вокруг осей Ох и Оz. Шестая степень свободы, т. е. вращение вокруг собственной оси, в данном случае ограничивается координатой, проведенной от поверхности шпоночной канавки А. Четыре опорные точки, расположенные на цилиндрической поверхности вала, образуют двойную направляющую базу. Опорная точка, расположенная на торце валика, и шпоночный паз определяют поверхности, служащие опорными базами.
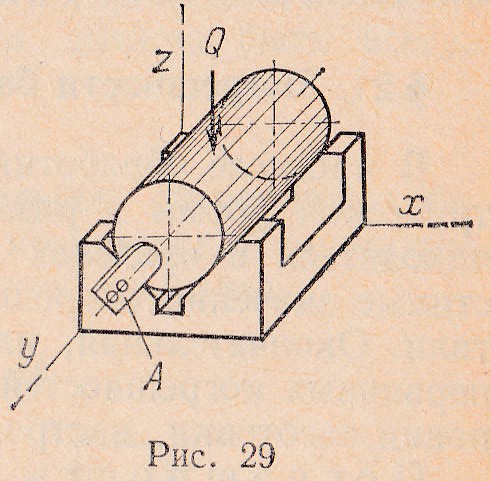 На рис. 29 приведена схема положения обрабатываемой заготовки в призме приспособления, где торцевая поверхность вала, прижатая к ограничителю А приспособления, является опорной базой.
На рис. 29 приведена схема положения обрабатываемой заготовки в призме приспособления, где торцевая поверхность вала, прижатая к ограничителю А приспособления, является опорной базой.
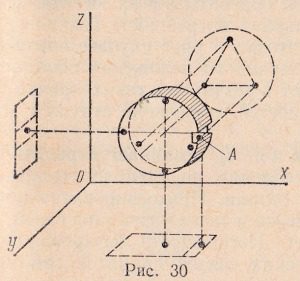
Схема базирования коротких цилиндрических заготовок. К коротким цилиндрическим деталям относятся диски, кольца и пр. Установочной базой у этих деталей является торцевая поверхность с тремя опорными точками (рис. 30). Две опорные точки на короткой цилиндрической поверхности образуют двойную опорную базу. Шестая степень свободы ограничена в данном случае шпоночным пазом А.
Все перечисленные схемы относятся к схемам полного базирования, т. е. базирования с лишением обрабатываемой заготовки всех шести степеней свободы. Их применяют при необходимости получить точную координацию размеров в трех направлениях по осям х, у, z. Для базирования таких заготовок необходим комплект из трех баз. При необходимости получения размеров в двух или только в одном направлении можно применять схемы упрощенного базирования.
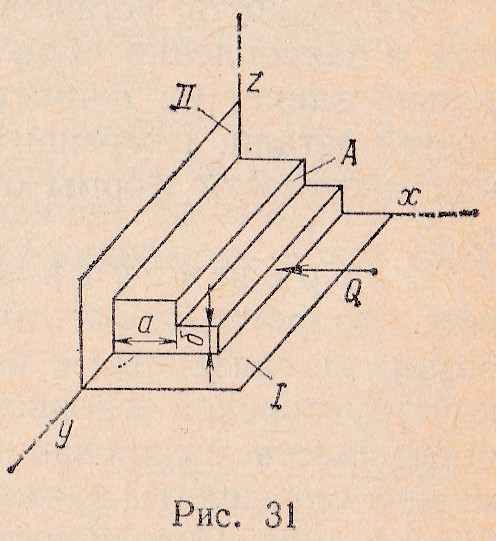
 На рис. 31 показана заготовка с подлежащим обработке уступом А, положение которого определяется размерами, а и б. Неточность установки заготовки относительно оси у не имеет значения, поэтому в данном случае достаточно использовать две базирующие поверхности I и II, а торец заготовки использовать как опорную (но не базирующую) поверхность, прилегающую к упору (на схеме не показан), который предусмотрен для восприятия продольной составляющей силы резания.
На рис. 31 показана заготовка с подлежащим обработке уступом А, положение которого определяется размерами, а и б. Неточность установки заготовки относительно оси у не имеет значения, поэтому в данном случае достаточно использовать две базирующие поверхности I и II, а торец заготовки использовать как опорную (но не базирующую) поверхность, прилегающую к упору (на схеме не показан), который предусмотрен для восприятия продольной составляющей силы резания.