Оправку 1 (рис. 1, а) конусным хвостовиком вставляют в шпиндель 2 станка. На оправке гайкой 3 закрепляют дисковый копир 4, шайбу 5 и обрабатываемый дисковый кулачок 6. Копир 4 и кулачок 6 имеют одинаковый профиль. Винт поперечной подачи суппорта заменяют валиком с пружиной, которая постоянно прижимает суппорт к копиру. 4.
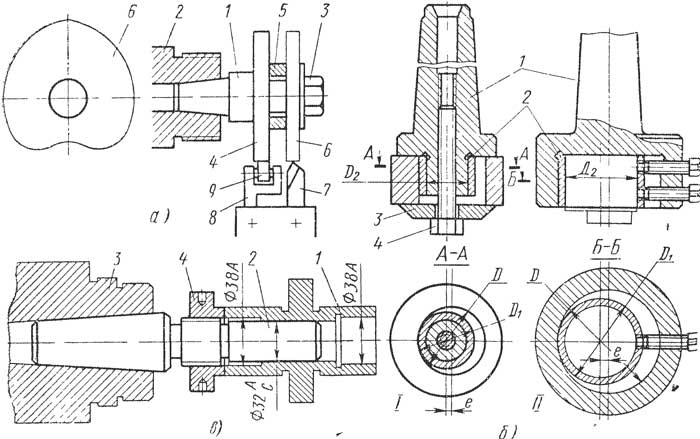
Рис. 1. Оправки для обработки: а — дисковых кулачков б — эксцентриков, в — соосных отверстий
В резцедержатель станка устанавливают резец 7 и державку 8 с роликом 9, постоянно соприкасаются по действием пружины с копиром 4. При вращении оправки 1 с обрабатываемым кулачком 6 продольная подача суппорта осуществляется от ходового винта станка.
Вследствие применения оправки ликвидирована слесарная опиловка кулачков по разметке; производительность труда увеличилась в 4,5 раза и улучшилось качество обработанной поверхности.
