Сверлильные станки подразделяют на универсальные, специализированные и специальные. К универсальным станкам относятся вертикально-сверлильные, радиально-сверлильные, настольно-сверлильные и др., к специализированным — сверлильные станки для глубокого сверления. В массовом производстве применяют специальные агрегатные многошпиндельные сверлильные станки, предназначенные для выполнения определенной операции.
По признаку устройства шпинделей многошпиндельные сверлильные станки подразделяют на две группы: с нерегулируемыми (постоянными) и с регулируемыми шпинделями. На многошпиндельных сверлильных станках одновременно сверлят несколько отверстий, количество которых может превышать 200.
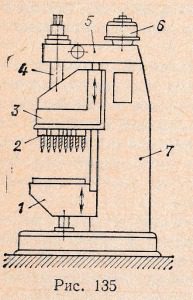
На рис. 135 показан общий вид многошпиндельньго вертикально-сверлильного станка с нерегулируемыми шпинделями. На станине 7 смонтированы все механизмы станка. Привод главного движения осуществляется от электродвигателя 6, который через коробку передач 5 обеспечивает вращение главного приводного шпинделя 4, от которого движение передается к рабочим шпинделям 2 через соответствующие зубчатые передачи.
Многошпиндельная головка 3 перемещается возвратно-поступательно от привода подач, снабженного устройством для быстрых холостых и медленных рабочих ходов. Стол 1 перемещается возвратно-поступательно по направляющим.
Отличительной особенностью шпиндельной головки многошпиндельного станка является то, что шпиндели 2 настраивают по определенному плану обработки заготовки. Их можно располагать в головке симметрично и несимметрично. При необходимости перестройки станка для другой операции нужно заново настроить его, применив другую головку с новым расположением шпинделей в ней. Отдельные шпиндели могут быть настроены на разные частоты вращения с одинаковой подачей.
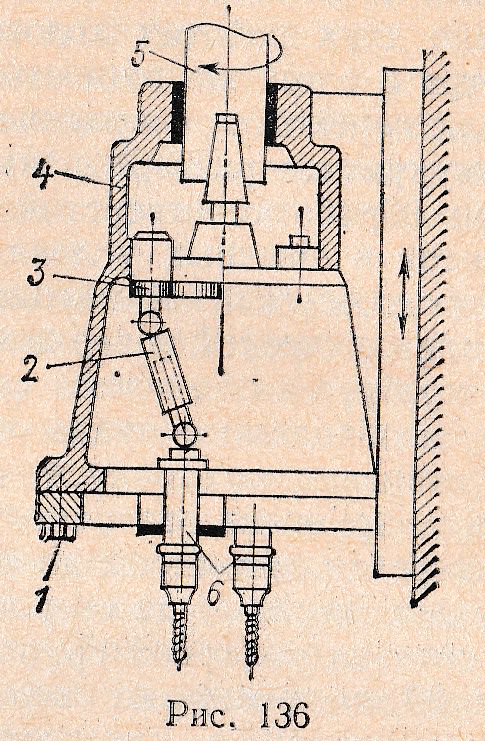
Многошпиндельные и одношпиндельные станки с непостоянными расстояниями между шпинделями снабжают сверлильной головкой, схема которой показана на рис. 136. Шпиндель 5 вместе со сверлильной головкой 4 перемещается по направляющим станины возвратнопоступательно (вверх и вниз) от приводного механизма. От шпинделя вращение передается через зубчатую передачу 3 посредством универсального шарнира через телескопическую трубу 2 к рабочим шпинделям 6, которые расположены несоосно с приводным шпинделем. Таким образом, осуществляется передача под некоторым углом между приводом рабочего шпинделя и зубчатой передачей.
Рабочие шпиндели смонтированы на плите 1, которая имеет пазы, расположенные в различных направлениях, позволяющие перемещать рабочие шпиндели. Следовательно, рабочие шпиндели 6 можно расположить на плите 1 по определенному плану обработки отверстий.
При необходимости соблюдения точных межцентровых расстояний между отверстиями применяют кондукторные плиты, которые перед сверлением отверстий подводят к поверхности обрабатываемой заготовки, а затем шпиндели с инструментами направляют для сверления через кондукторные втулки, установленные на плите.
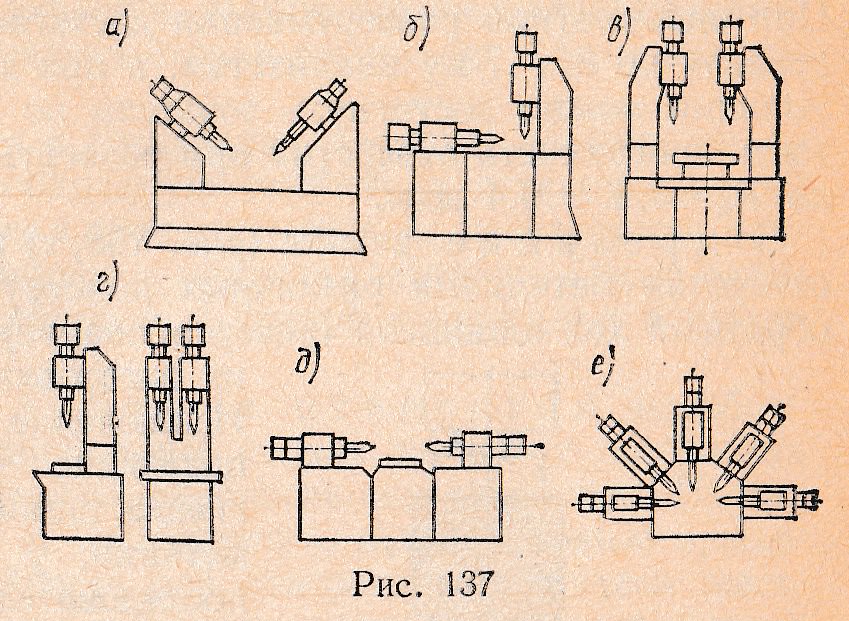
В массовом производстве при обработке заготовок корпусных и других деталей применяют агрегатные многошпиндельные станки, которые состоят из нормализованных узлов и механизмов. На агрегатных станках производят сверление, развертывание, нарезание резьбы и прочие работы, которые обычно выполняют на сверлильных станках. Агрегатные сверлильные станки во многих случаях встраивают в автоматические станочные линии. Их можно переналаживать в зависимости от условий и требований технологического процесса. На рис. 137 приведены отдельные схемы компоновки сверлильных агрегатных станков: а) —двух-шпиндельного станка с наклонным шпинделем, 6 — с горизонтальным и вертикальным расположен нем шпинделей, в—с вертикальным расположением шпинделей, г — то же, сдвоенного типа, д — с горизонтальным расположением шпинделей, е — с радиальным расположением пяти шпинделей.
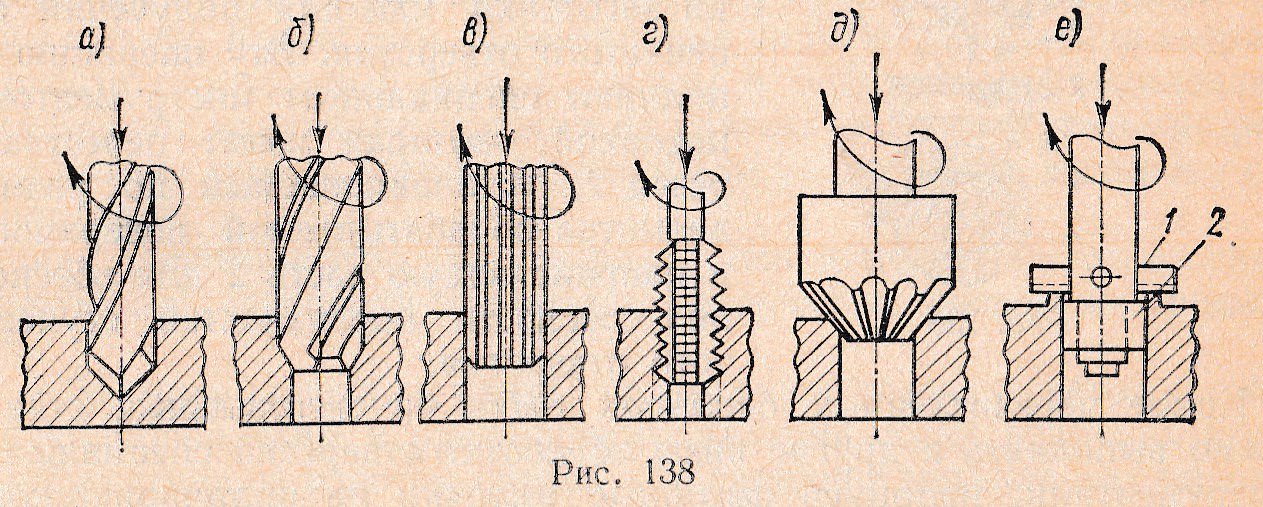
Основные виды обработки, которые можно выполнять на сверлильных станках, показаны на рис. 138. Сверление отверстий производится при вращении сверла и его осевой подаче (рис. 138, α). Инструментом служит обыкновенное спиральное или другой конструкции сверло.
На сверлильном станке часто выполняют рассверливание, т. е. вторичную обработку сверлом большего диаметра ранее просверленного отверстия, это делают для того, чтобы сохранить межцентровое расстояние при сверлении отверстий больших диаметров, когда обработка одним сверлом большего диаметра может дать значительное отклонение оси сверления. При нормальном сверлении достигается точность диаметра отверстия по 12…11-му квалитетам.
Зенкерование отверстий (рис. 138, б) производится зенкером и служит для улучшения геометрической формы ранее просверленного цилиндрического отверстия. Оно обеспечивает точность обработки отверстия после сверления на один квалитет выше.
Развертывание отверстий (рис. 138, в) выполняют после зенкерования, для того чтобы устранить грубые следы предыдущей обработки; расположение оси отверстия при этой операции не может быть исправлено. Развертывание производят одно- или многократно. При однократном развертывании достигается точность обработки отверстия по 8…7-му квалитетам, а при двух- и трехкратном развертывании можно достигнуть точности по 7-му квалитету. Шероховатость поверхности отверстия при развертывании может быть доведена до Rа=0,8…0,4 мкм.
Нарезание резьбы (рис. 138, г) производят после сверления отверстия метчиками различных конструкций. При этом необходим обратный ход шпинделя (реверсирование) для вывертывания метчика из заготовки после нарезания резьбы. Исключение составляют так называемые падающие метчики (выпадающие из гнезда шпинделя) и специально гаечные метчики, у которых нарезанные гайки последовательно перемещаются на гладкую часть стержня метчика.
Зенкование (рис. 138, д) применяют после сверления отверстия для снятия фаски, например, под потайную головку винта.
Цекование (рис. 138, е) предусмотрено для подрезки торца бобышки заготовки или для получения ступенчатого отверстия. Эту операцию выполняют специальным инструментом — цековкой, которая имеет переставной резец 1, устанавливаемый по размеру диаметра обрабатываемой поверхности, и направляющую часть 2 для обеспечения соосности поверхностей ступенчатого отверстия.
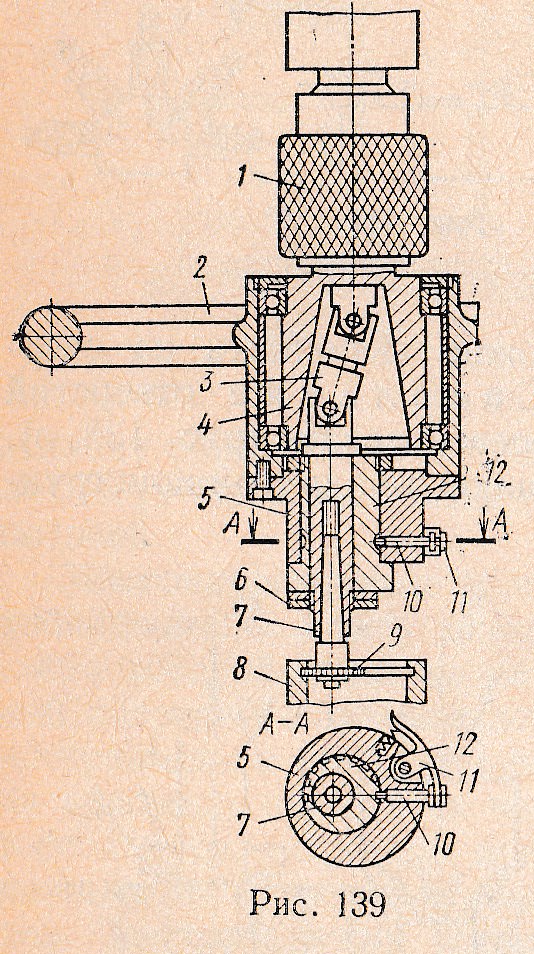 Кроме перечисленных основных работ на сверлильных станках можно выполнять и другие виды обработки отверстий специальными инструментами, например, фасонные выточки на цилиндрической и торцевой поверхности отверстий. Так, при изготовлении в отверстии канавок небольших размеров (шириной 0,8…1 мм) под пружинные кольца для обеспечения параллельности их сторон применяют шлицевые фрезы. Применение шлицевых фрез имеет ряд преимуществ, а именно: наличие 30…40 лезвий, а не одного, как у резца, доступность для обзора при обработке канавок и точность исполнения размера. Обработку канавок шлицевыми фрезами производят на вертикально-сверлильном станке, снабженном специальным устройством (рис. 139). Шлицевая фреза 9, закрепленная в шпинделе 7 гайкой 6, получает вращение от шпинделя станка через быстросменный патрон 1 с втулкой 4 и универсальный шарнир 3. Подача фрезы на глубину канавки в обрабатываемой заготовке 8 осуществляется вручную смещением оси фрезы относительно оси шпинделя станка. Шпиндель 7 фрезы проходит через бронзовую втулку 12, расположенную эксцентрично в корпусе 5. При вращении маховика 2, а, следовательно, и корпуса 5 (втулка 12 фиксируется в корпусе фиксатором 10 и защелкой 11) ось шпинделя 7 смещается. Максимальное смещение шпинделя фрезы относительно шпинделя станка составляет 9,5 мм при повороте маховика 2 на 180°.
Кроме перечисленных основных работ на сверлильных станках можно выполнять и другие виды обработки отверстий специальными инструментами, например, фасонные выточки на цилиндрической и торцевой поверхности отверстий. Так, при изготовлении в отверстии канавок небольших размеров (шириной 0,8…1 мм) под пружинные кольца для обеспечения параллельности их сторон применяют шлицевые фрезы. Применение шлицевых фрез имеет ряд преимуществ, а именно: наличие 30…40 лезвий, а не одного, как у резца, доступность для обзора при обработке канавок и точность исполнения размера. Обработку канавок шлицевыми фрезами производят на вертикально-сверлильном станке, снабженном специальным устройством (рис. 139). Шлицевая фреза 9, закрепленная в шпинделе 7 гайкой 6, получает вращение от шпинделя станка через быстросменный патрон 1 с втулкой 4 и универсальный шарнир 3. Подача фрезы на глубину канавки в обрабатываемой заготовке 8 осуществляется вручную смещением оси фрезы относительно оси шпинделя станка. Шпиндель 7 фрезы проходит через бронзовую втулку 12, расположенную эксцентрично в корпусе 5. При вращении маховика 2, а, следовательно, и корпуса 5 (втулка 12 фиксируется в корпусе фиксатором 10 и защелкой 11) ось шпинделя 7 смещается. Максимальное смещение шпинделя фрезы относительно шпинделя станка составляет 9,5 мм при повороте маховика 2 на 180°.
Обработка осуществляется в следующем порядке: вначале шпиндель станка подается на необходимую глубину в отверстие, затем станок приводится в движение, и фреза подается на необходимую глубину канавки медленным вращением маховика вручную. После окончания обработки канавки шпиндель с фрезой возвращают в исходное положение.
При сверлении глубоких отверстий на обычных сверлильных станках спиральные сверла не могут обеспечить правильного направления и прямолинейности оси отверстия. Происходит уход сверла в сторону от направления, заданного осью вращения шпинделя. Прямолинейность оси отверстия ограничена жесткостью сверла и направляющим действием ленточек, расположенных вдоль канавок сверла и скользящих по просверленной части отверстия.
При неодинаковой заточке обеих режущих кромок сверла или неравномерном их затуплении сверло также начинает «уводить» ось отверстия в сторону от оси вращения шпинделя. На уход сверла большое влияние оказывают условия работы сверла в начальный момент, когда резание производят лишь поперечной кромкой, перпендикулярной оси сверла. Кроме того, значительные упругие деформации сверла при работе (продольный изгиб), зазоры в подшипниках шпинделя, неравномерное налипание стружки на главные и вспомогательные режущие кромки сверла создают условия для ухода сверла в сторону от оси шпинделя.
Чтобы предотвратить уход сверла и искривление оси отверстия, при глубоком сверлении применяют следующие способы и приемы работы:
- небольшие подачи, а также тщательную заточку сверла с соблюдением одинакового и равномерного наклона обеих режущих кромок, наблюдение за износом сверла и налипанием металла на главные и вспомогательные кромки, надлежащее охлаждение сверла;
- предварительное засверливание с помощью короткого сверла большого диаметра (с углом 2ф=90°), которое особенно необходимо при сверлении отверстий сверлами небольших диаметров на револьверных станках и автоматах;
- сверление с помощью кондукторной втулки при сравнительно небольших отношениях длины отверстия к диаметру;
- сверление при вращающейся заготовке, в этом случае имеет место как бы самоцентрирование сверла в противоположность обычной его склонности к уходу.
При вращении обрабатываемой заготовки глубокие отверстия можно сверлить как при не вращающемся, так и при вращающемся сверле. Вращение инструмента в этом случае используется как средство повышения скорости резания.
Способ сверления отверстий при вращении заготовки применяют как на токарных станках, так и на станках для глубокого сверления.
Конструкции специальных сверл для глубокого сверления предусматривают создание достаточно надежного направления осевого движения режущей части сверла по поверхности уже просверленной части отверстия. Такие сверла делают как с одной, так и с несколькими режущими кромками. Простейшим видом такого сверла является пушечное сверло (рис. 140, а). У этого сверла имеется только одна режущая кромка и длинная направляющая часть сверла. Соприкосновение направляющей части с поверхностью просверленной части отверстия происходит на дуге, немного большей 180°. Направляющую поверхность рабочей части сверла, соприкасающуюся с поверхностью отверстия, во избежание заедания сверла в отверстии делают с уклоном в направлении от режущей кромки к стержню сверла.
Для правильного направления сверла в начальный момент сверления необходимо предварительно точно расточить отверстие по диаметру рабочей части сверла на глубину не менее половины диаметра отверстия. Пушечные и им подобные сверла можно применять для сверления в сплошном металле и для рассверливания отверстий, предварительно просверленных спиральными сверлами меньших диаметров.
Более совершенным видом сверла для глубокого сверления является ружейное сверло (рис. 140, б). Направляющая часть этого сверла обеспечивает лучшее направление режущей части, так как охватывает дугу окружности отверстия, равную примерно 250…260°. Рабочую часть таких сверл, как пушечные, делают конической в направлении от режущей кромки к стержню. Чтобы уменьшить трение и улучшить охлаждение сверла, вдоль направляющей части его снимают лыски. Режущую кромку у ружейных сверл часто делают в виде ломаной линии для лучшего дробления стружки.
Охлаждающая жидкость в большинстве конструкций специальных сверл для глубокого сверления поступает в зазор между стержнем и поверхностью отверстия и затем к режущей кромке сверла под сильным давлением. Далее жидкость, захватывая раздробленную стружку, удаляется из отверстия через полую центральную часть головки и стержня сверла.
Ружейные сверла могут работать не только по предварительно просверленному отверстию, но и в сплошном металле.
При работе специальными сверлами применяют подачи 0,02…0,05 мм/об в зависимости от диаметра отверстия, обрабатываемого материала, шероховатости и точности обрабатываемой поверхности.
Наиболее совершенным видом сверл для глубокого сверления отверстий большого диаметра является пустотелое сверло. При использовании такого сверла в стружку превращается лишь кольцеобразная часть удаляемого металла, внутренняя же часть остается целой и после окончания сверления ее удаляют в виде цилиндрического стержня. Сверла этого вида (рис. 140, б) состоят из головки со вставными ножами, которая соединяется с головкой сверла с помощью резьбы. Такие виды специальных сверл применяют при обработке на станках больших пустотелых валов, длинных шпинделей станков и т. п,
