Многооперационный станок 2623ПМФ4 предназначен для обработки в корпусных деталях отверстий концевыми инструментами. На станке производят сверление, зенкерование, растачивание, развертывание, нарезание резьбы, фрезерование.
Станок снабжен инструментальным магазином с цепным приводом и устройством для автоматической смены столов-спутников, а так же системой числового программного управления подвижными узлами по пяти координатам.
Кинематическая схема
Кинематическая схема станка приведена на рис. 107 Кинематика станка исключительно простая и не требует подробных пояснений. Привод главного движения (вращение шпинделя) имеет широкий диапазон регулирования; в него входят двигатель постоянного тока мощностью 15 кВт при п — 750 мин-1 и двухступенчатая коробка скоростей. Частота вращения шпинделя регулируется в диапазоне 750-2350 мин-1 при постоянной мощности и в диапазоне 47-750 мин-1 при постоянном моменте. Механизм переключения зубчатых колес в коробке скоростей гидравлический с приводом от гидроцилиндра. В момент переключения двигатель главного движения затормаживается и переходит на работу в режиме медленного качательного движения, а в конце хода гндроцилиндра нормальное вращение двигателя восстанавливается.
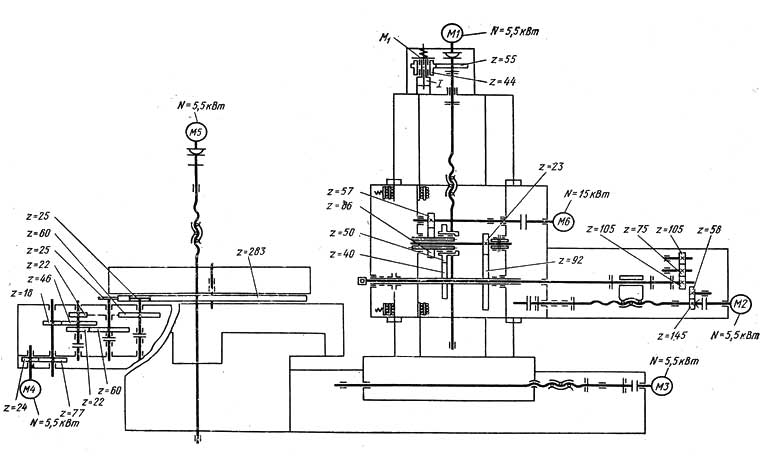
Рис. 1 Кинематическая схема станка мод. 2623ПМФ-4
Привод перемещения шпиндельной бабки осуществляется от высокомоментного двигателя постоянного тока, связанного (без редуктора) с винтом специальной муфтой, обеспечивающей возможность установки двигателя с некоторым отклонением от соосности и беззазорное соединение с винтом с высокой жесткостью на кручение. Самопроизвольное перемещение бабки при отказе гидравлического механизма ее уравновешивания предотвращается тормозом M1, связанным с ходовым винтом передачей 55/44.
