Многооперационные станки с ЧПУ (МС) — станки, предназначенные для многоцелевой обработки, отличаются от станков с ЧПУ обычного исполнения главным образом наличием устройства для хранения и автоматической смены режущих инструментов. Технологические возможности МС чрезвычайно широки, на них можно выполнять фрезерование, сверление, растачивание, нарезание резьб, развертывание и т. д. в большинстве случаев при одном установе заготовки. Выпуск МС как в нашей стране, так и за рубежом неустанно возрастает.
МС обладают среди всех станков с ЧПУ наивысшей степенью универсальности. На одном и том же станке можно обрабатывать разнообразные по конструкции и назначению детали: корпусные и плоскостные детали, рычаги, вилки, планки, кронштейны и т. д. Менее распространены МС для обработки деталей типа тел вращения.
Основные особенности современных МС: автоматизация всего цикла обработки (формообразования, изменения режимов резания, выполнения вспомогательных команд); многоинструментность в результате последовательно вводимых в работу разнообразных инструментов; быстродействие при выполнении вспомогательных команд и холостых перемещений, повышение доли основного времени в операционном до 70-90 %; повышенная точность обработки; возможность быстрой переналадки.
Наличие у станков поворотных столов позволяет во многих случаях осуществлять обработку сложных корпусных деталей со всех сторон, кроме базовой поверхности, по которой произведена установка и закрепление. Высокая точность МС обеспечивает возможность выполнения как черновых, так и чистовых операций, благодаря чему на МС можно производить полную обработку детали без каких-либо дополнительных доделок.
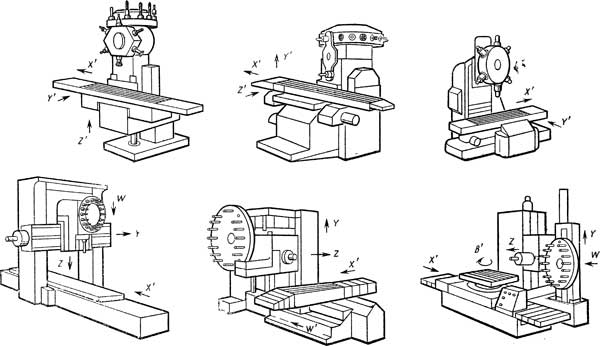
Рис. 1. Компоновки многооперационных станков
Компоновки многооперационных станков весьма разнообразны (рис. 1). Многие из них сохранили внешние черты и особенности компоновок универсальных станков с ручным управлением. Однако при внешнем сходстве на МС существенно изменены все основные узлы и механизмы. Минимальное число управляемых координат в МС — три. Для расширения технологических возможностей увеличивают число координат. Четвертая управляемая координата может быть предназначена на дополнительное продольное перемещение шпинделя, пиноли, ползуна, пятая — на поворот стола, шестая — на программируемое поперечное выдвижение расточного инструмента в специальной план-суппортной головке.
МС для корпусных деталей можно разделить на две группы, характеризуемые расположением оси шпинделя относительно рабочей поверхности стола: с перпендикулярным расположением шпинделя к зеркалу стола (вертикальным); с параллельным расположением шпинделя относительно зеркала стола (горизонтальным).
Вертикальный шпиндель и горизонтальный стол станков первой группы обеспечивают доступ инструментов к одной стороне заготовки. Такие станки особенно выгодно применять для деталей, у которых объем обработки с одной стороны превышает объемы обработки с других. Можно успешно обрабатывать на них за одну операцию несколько сторон, используя переналаживаемые многопозиционные приспособления. Применяют также на станках с вертикальным шпинделем поворотные, кантующиеся приспособления с горизонтальной осью, позволяющие размещать на отдельных их поверхностях обрабатываемые детали в различных положениях. Поворотные приспособления, расширяя возможности станка, понижают жесткость системы СПИД и занимают значительную часть рабочего пространства станка, под которым понимают пространство над рабочей поверхностью стола в виде параллелепипеда со сторонами, равными величинам координатных перемещений рабочих органов (область досягаемости зон обработки).
Более высокие жесткость и точность в станках средних размеров достигаются при компоновке, аналогичной бесконсольно-фрезерным и одностоечным координатно-расточным станкам. В этих станках рабочий стол перемещается в двух взаимно перпендикулярных направлениях в горизонтальной плоскости. Вертикальное перемещение вдоль направления оси шпинделя имеет шпиндельная бабка
Тяжелые МС с вертикальным расположением шпинделя изготавливают по типу портальных станков.
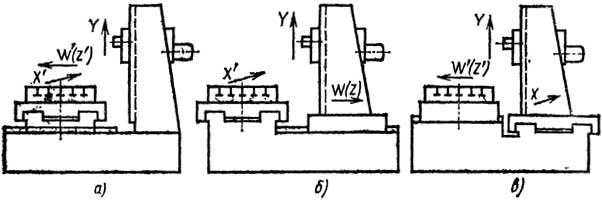
Рис. 2. Станки с горизонтальным расположением шпинделя
Станки с горизонтальным расположением шпинделя чаще всего снабжают поворотным столом, который создает условия для обработки детали с разных сторон, т. е. МС этой группы имеют компоновку горизонтально-расточных станков. Можно выделить три основных исполнения (рис. 2):
Во всех этих исполнениях станков шпиндельная бабка имеет перемещение по вертикальным направляющим стойки.
Исполнение с крестовым и встроенным поворотным столом широко применяют в отечественном станкостроении.
В очень тяжелых станках стол неподвижен.
Многооперационные станки обычно изготавливаются по классу точности П и для выполнения особо точных работ по классу В. Зона нечувствительности современных станков компенсируется автоматически дополнительным перемещением при каждой смене направления движения подачи, тем не менее подход к заданным координатам при позиционировании для выполнения точных работ всегда необходимо осуществлять с одной и той же стороны на одинаковом режиме торможения. Односторонний подход заложен в виде стандартного цикла для большинства позиционных устройств ЧПУ.
В конструкции современных МС наблюдается тенденция к переходу от дискретности задания перемещений в 0,01 мм к дискретности в 0,001 мм и от чувствительности (наименьшего отрабатываемого перемещения) в 0,005 мм к чувствительности 0,001-0,002 мм. Дискретность и чувствительность станка в 0,001 мм удовлетворяют по точности отсчета размеров любым потребностям современного машиностроения.
Разница между энергией электрического поля и энергией магнитного поля примерно такая же, как между энергией,…
Когда-то легендарный пастух Магнес, нашел природный магнитный камень, притягивающий железо. В последствии этот камень назвали магнетит или магнитный…
В электрических цепях применяются различные способы соединения конденсаторов. Соединение конденсаторов может производиться: последовательно, параллельно и последовательно-параллельно (последнее иногда называют смешанное соединение конденсаторов). Существующие…
Обозначение конденсаторов на схемах определено ЕСКД ГОСТ 2.728-74. Обозначения условные графические в схемах. Резисторы, конденсаторы. Итак,…
Узнав, что же такое конденсатор, рассмотрим, какие бывают виды конденсаторов. Итак, виды конденсаторов можно классифицировать по…
Вся энергия заряженного конденсатора сосредотачивается в электрическом поле между его пластинами. Энергию, накопленную в конденсаторе, можно определить…
{kind=link}
{kind=link}