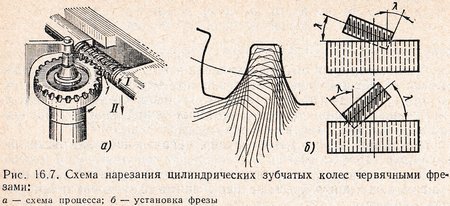
Нарезание цилиндрических колес с прямыми зубьями (рис. 16.7). Заготовка при обработке находится в зацеплении с воображаемой производящей движущейся зубчатой рейкой, которая воспроизводится в пространстве режущими кромками фрезы 1 при ее вращательном I и поступательном II движениях. При нарезании цилиндрических колес с прямыми зубьями червячная фреза вращается с частотой:
Нарезаемая заготовка также получает вращение, которое должно быть точно согласовано с вращением фрезы. При нарезании прямозубых колес за один оборот Z заходной фрезы заготовка должна сделать Z/z оборотов, где z — число зубьев нарезаемого колеса. Для образования формы зубьев колеса по длине червячной фрезе одновременно с вращением сообщается движение подачи параллельно оси заготовки.
Червячную фрезу устанавливают следующим образом. При горизонтальном положении один из зубьев фрезы совмещают с центром стола для получения правильного профиля зубьев. Это особенно важно при нарезании колес с малым числом зубьев и большим модулем, в остальных случаях центрование не обязательно. При фрезеровании прямозубых колес ось червячной фрезы должна быть наклонена под углом подъема витков фрезы к торцовой плоскости заготовки.
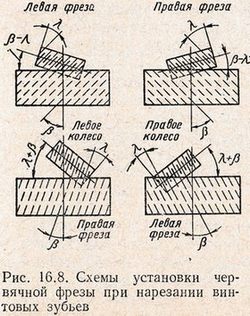
Нарезание цилиндрических зубчатых колес с винтовыми зубьями. В этом случае ось фрезы к торцу заготовки устанавливают под углом δ = β ± λ, где β — угол наклона зубьев нарезаемого колеса. Знак «плюс» берут при разноименных направлениях винтовых линий зубьев нарезаемого колеса и фрезы, знак «минус» — при одноименных направлениях.
Схемы установки фрезы при нарезании винтовых зубьев колес для различных вариантов показаны на рис. 16.8. Для получения винтового зуба необходимы четыре движения: вращение фрезы, вращение заготовки, вертикальная подача фрезы и дополнительное вращение заготовки. Первые три движения такие же, как и при нарезании прямозубых цилиндрических колес. Необходимость сообщения дополнительного выражения заготовке видна из схем, показанных на рис. 16.9.
При нарезании зубьев колес фрезе сообщают движение вдоль оси заготовки независимо от того, нарезают прямые или винтовые зубья. Поэтому при нарезании винтовых зубьев колес возникает необходимость сообщения заготовке дополнительного вращения, вызванная несовпадением направления вертикальной подачи фрезы с направлением зуба колеса. Предположим, что за некоторое число оборотов фреза опустилась вертикально на некоторую величину SВ и оказалась (для всех четырех случаев) в точке F вместо точки G, лежащей на винтовой линии зуба. Тогда, для того чтобы фреза постоянно находилась в контакте с нарезаемым зубом и не срезала его, следует заготовку дополнительно повернуть на длину дуги FG в направлении к точке F (направление дополнительного вращения показано штриховыми линиями). Дополнительное вращение совпадает с направлением основного вращения, если направление винтовых линий колеса (угол наклона β) и фрезы (угол подъема λ) одноименно (рис. 16.9 б, в) и противоположно при разноименных направлениях винтовых линий (рис. 16.9, а, г).
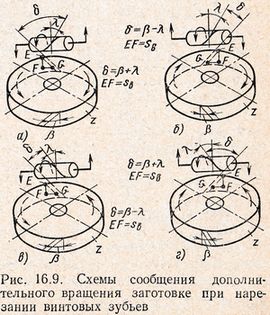
Таким образом, для получения винтовых зубьев необходимо за время опускания фрезы на шаг Т винтовой линии зуба нарезаемого колеса сообщить заготовке один дополнительный оборот по ходу основного вращения или в противоположном направлении. Для сообщения дополнительного вращения заготовке в зубофрезерных станках применяют дифференциал.
Станок при нарезании колес с винтовым зубом можно налаживать и без дифференциала. Для этого необходимо соответствующим образом согласовать вращение фрезы и заготовки. Если фреза опустится на шаг зуба колеса, то при нарезании прямых зубьев при подаче SВ заготовка должна сделать T/SB оборота, а фреза за этот же период T/SBz/Z оборота.
Для получения винтовых зубьев необходимо за тот же период либо добавить заготовке один оборот, либо уменьшить число оборотов фрезы на z/Z не изменяя частоты вращения заготовки. Таким образом, для получения бинтовых зубьев следует согласовать вращение фрезы и заготовки в следующей зависимости: за T/SBz/Z ± z/Z оборотов фрезы заготовка должна получить T/SB оборотов, т. е. за один оборот заготовки фреза должна получить (z/Z ± z/Z SB/T) оборотов (минус — при одноименных направлениях винтовых линий, плюс — при разноименных).
