Ленточно-отрезные полуавтоматы 8541, 8542, 8544,8548 изготовляет Краснодарский станкостроительный завод им. Седина.
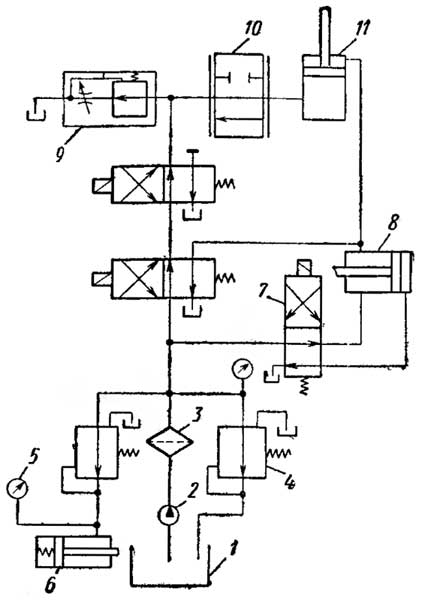
Рис. 1. Гидравлическая схема полуавтомата 8541: 1 — бак; 2 — насос; 3 — фильтр; 4 — редукционный клапан; 5 — манометр; 6 — гидроцилиндр натяжения ленточной пилы; 7 — распределитель с управлением от электромагнитов и пружинным возвратом; 8 — гидроцилиндр зажима тисок; 9 — дроссель с регулятором; 10 — распределитель следящей подачи; 11 — гидроиилиндр привода подачи
Схема полуавтомата 8541 представлена на рис. 1; регулятор следящей системы полуавтомата 8541 при изменении величины реза позволяет изменять подачу и прогиб ленточной пилы. Гидрозолотник регулятора, смещаясь на величину прогиба, перекрывает щель выхода масла, изменяя подачу ленточной пилы. С увеличением длины реза подача уменьшается. В полуавтомате автоматически изменяется подача и поддерживается постоянная мощность резания. Перечисленные полуавтоматы предназначены для отрезки заготовок сечением до 500 X 500 мм.
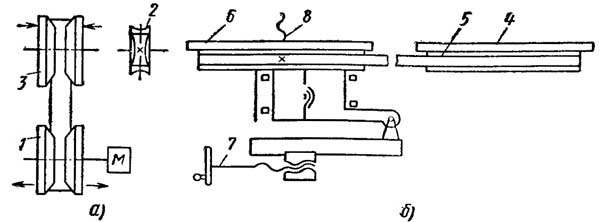
Рис. 2. Кинематическая схема полуавтомата 8543: а — привод; б — схема; 1 — клиноремениый вариатор; 2 — червячный редуктор; 3 — управляемый диск; 4 — ведущий диск; 5 — ленточные пилы; 6 — направляющий диск; 7 винтовая пара; 8 — винт
Кинематическая схема полуавтомата 8543 показана на рис. 2, а и б. Разрезаемый материал укладывают на поверхность механизма зажима и перемещением подвижной губки зажимают. Пильной раме сообщают движение подачи, а пильной ленте — движение резания. В конце рабочего хода пильная рама возвращается в исходное положение и заготовки удаляют из зоны резания.
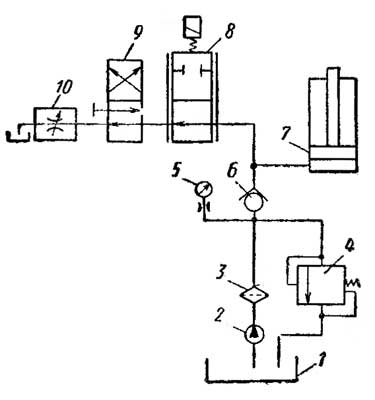
Рис. 3. Гидравлическая схема полуавтомата 8543
Заготовку подают на нужную длину, зажимают, и цикл повторяется. Гидравлическая схема полуавтомата 8543 представлена на рис. 3. Полуавтомат имеет бак 1, шестеренный насос 2 типа ВГ11 № 11 производительностью 8 л/мин, фильтр 3 типа Г41-11 для очистки жидкости, напорный золотник 4 типа Г54-12 для контроля рабочего давления, манометр 5, обратный клапан 6 типа Г51-22, гидравлический цилиндр подачи 7, регулятор 8 следящей подачи для изменения подачи пильной рамы, распределитель 9 с управлением от электромагнитов и пружин, дроссель 10 типа МФ1-7060.
Гидропривод действует по принципу следящей системы с контролем количества масла в одной полости цилиндра.
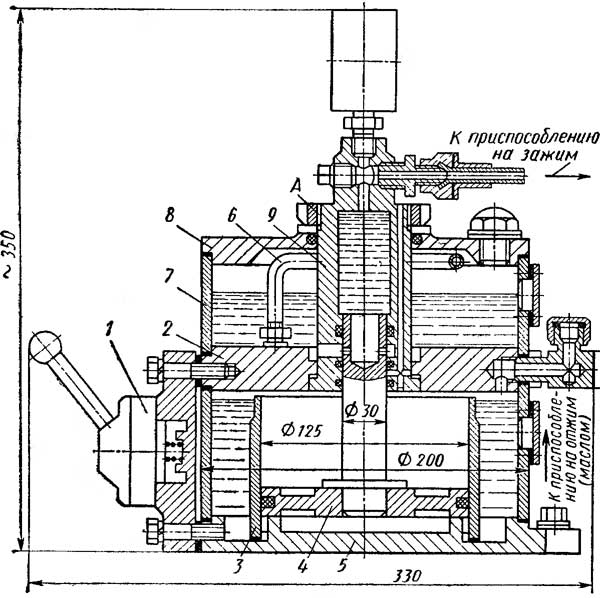
Рис. 4. Пневмогидравлический усилитель
Пильная рама подается под действием силы тяжести со скоростью, устанавливаемой дросселем. Как только ленточное полотно придет в соприкосновение с отрезаемой заготовкой, оно получает рабочую подачу, установленную режимом. В конце отрезания заготовки электромагнит четырехзаходного золотника получает команду от конечного выключателя на быстрый отвод пильной рамы в исходное положение. Все элементы гидропривода смонтированы на станине, кроме следящего золотника, установленного на направляющем ролике. Натяжение ветвей пилы в зависимости от ее сечения производится механизмами. При обрыве пилы полуавтомат останавливается автоматически.
Пневмогидравлический усилитель
Пневмогидравлический усилитель, применяемый для зажима заготовок в гидравлических приспособлениях показан на рис. 4. Он преобразует давление сжатого воздуха (3-5 кгс/мм2) в повышенное гидравлическое давление масла с коэффициентом усиления k = 17,5. Трехпозиционный пневмокран 1 усилителя занимает три положения: отжим, предварительный и окончательный зажим. В положении отжим сжатый воздух поступает из сети через обратный клапан, кран и промежуточное кольцо 2 в штоковую полость цилиндра 3. Поршень 4 при этом находится в крайнем нижнем положении. Одновременно полость под поршнем сообщается через канал в основании 5 и кран с окружающей средой. При предварительном зажиме сжатый воздух поступает через кран, кольцо 2, трубку 6 и цилиндр 7 и давит на поверхность масла. Некоторые отверстия в трубке 6, через которые выходит воздух, обращены к крышке 8, что предотвращает попадание масла и его вспенивание. Масло через боковое отверстие во втулке 9 поступает в кольцевую канавку и далее через шестнадцать радиальных отверстий в штоке в полость А, а оттуда-в приспособление.
При окончательном зажиме воздух подается под поршень 4 и создает в цилиндре приспособления высокое давление (50-80 кгс/см2); заготовка зажимается окончательно. Таким образом, пневмогидроусилитель сокращает время на зажим и освобождение заготовок (по сравнению с винтовым зажимом).
