Точность резьбы определяется точностью исполнения основных элементов резьбы болта и гайки: наружного диаметра, среднего диаметра, внутреннего диаметра, шага, угла профиля. Контроль резьбы болта и гайки можно произвести комплексным методом по всем элементам одновременно или поэлементно с помощью калибров или специальных приспособлений. Для точных резьб и калибров обычно применяют поэлементную проверку резьбы на приборах.
Наиболее простым является контроль наружного диаметра болта и внутреннего диаметра гайки. Эти элементы резьбы измеряют гладкими скобами и пробками, а также с помощью микрометра или штангенциркуля.
Измерение внутренних диаметров резьбы болта может быть произведено резьбовым микрометром, устройство которого сходно с устройством обыкновенного микрометра, только вместо гладких наконечников он снабжен специальными вставками, позволяющими измерять внутренний и средний диаметры болта. Резьбовые вставки делают сменными в зависимости от шага проверяемой резьбы. Для измерения внутреннего диаметра резьбы болта применяют две призматические вставки такой формы, чтобы вершины их касались впадин резьбы.
У резьбового микрометра с интервалом измерений 0…25 мм проверку правильности отсчета производят, сводя обе вставки до упора; при этом показание на шкале микрометра, должно быть равным нулю. При пользовании резьбовым микрометром необходимо проверяемый болт установить между резьбовыми вставками и дальше производить измерение, как на обычном микрометре; нужно только следить, что6ы ось измерительных наконечников проходила через ось болта.
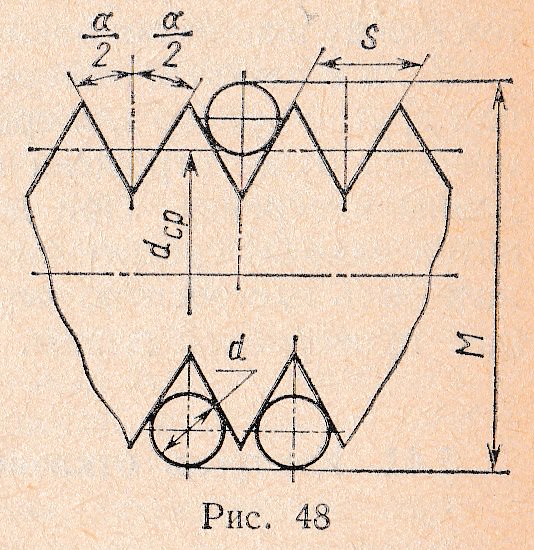
Резьбовым микрометром измеряют средний диаметр болта прямым методом, т. е. результаты измерений отсчитывают непосредственно по шкале прибора. Цепа деления шкалы барабана резьбового микрометра 0,01 мм. Средний диаметр резьбы можно измерить также косвенным методом трех проволочек. Этот метод заключается в том, что во впадины резьбы болта по обе его стороны закладывают три проволочки одинакового известного диаметра, затем микрометром с плоским наконечником определяют расстояние М между внешними поверхностями проволочек (рис. 48). Последующим расчетом по значению этого расстояния определяют значение среднего диаметра резьбы. Три проволочки применяют для того, чтобы предотвратить перекос измерительных наконечников микрометра. Зная диаметр проволочек d, шаг резьбы S и расстояние между внешними поверхностями заложенных проволочек М, средний диаметр метрической резьбы dСР болта определяют по формуле:
dСР = M – 3d + 0,866S.
Этот метод измерения дает более высокую точность, чем измерение посредством резьбового микрометра. Поэтому его применяют для измерения среднего диаметра калибров и других точных резьбовых деталей.
Шаг резьбы измеряют резьбовыми шаблонами, которые представляют собой наборы плоских стальных пластинок с вырезанным профилем резьбы разных шагов. Профиль проверяемой резьбы (по образующей) совмещают с одной из пластинок шаблона. При правильном изготовлении шага совмещение профиля резьбы и шаблона не дает световой щели.
Для количественной оценки погрешностей шага резьбы применяют шагомеры (стационарные и накладные). Наибольшее распространение имеют накладные шагомеры, которые представляют собой рамку с двумя (или тремя) стержнями, оканчивающимися шаровыми наконечниками. Стержни соединяют с измерительным инструментом (миниметром), а шаровые наконечники вводят во впадины измеряемой резьбы. Если шагомер имеет три измерительных стержня, то ось измерительного наконечника устанавливают в плоскости, нормальной к виткам резьбы, а при двух измерительных стержнях шагомер определяет шаг в осевой плоскости резьбы. Результат измерения представляет размер суммы нескольких шагов. Для того чтобы найти значение одного шара резьбы, нужно размер по шагомеру разделить на число ниток между шаровыми наконечниками шагомера.
Если в качестве измерительного инструмента применяют миниметр или другой прибор для сравнительного метода измерений, то на шкале прибора будет отражена накопленная погрешность шага в пределах длины измерения. При делении накопленной погрешности на число ниток находят среднее отклонение шага резьбы; при этом прибор должен быть настроен по мерным плиткам на номинальное значение общей проверяемой длины.
Разница между энергией электрического поля и энергией магнитного поля примерно такая же, как между энергией,…
Когда-то легендарный пастух Магнес, нашел природный магнитный камень, притягивающий железо. В последствии этот камень назвали магнетит или магнитный…
В электрических цепях применяются различные способы соединения конденсаторов. Соединение конденсаторов может производиться: последовательно, параллельно и последовательно-параллельно (последнее иногда называют смешанное соединение конденсаторов). Существующие…
Обозначение конденсаторов на схемах определено ЕСКД ГОСТ 2.728-74. Обозначения условные графические в схемах. Резисторы, конденсаторы. Итак,…
Узнав, что же такое конденсатор, рассмотрим, какие бывают виды конденсаторов. Итак, виды конденсаторов можно классифицировать по…
Вся энергия заряженного конденсатора сосредотачивается в электрическом поле между его пластинами. Энергию, накопленную в конденсаторе, можно определить…
{kind=link}