В процессе шлифования зерна абразивного инструмента (например, круга) изнашиваются, и он теряет режущую способность. На уменьшение режущей способности круга наряду с износом зерна влияет также и заполнение пространства между зернами отходами шлифования (спекшаяся металлическая пыль, продукты износа зерен и связки). Изношенный и «засаленный» круг перестает резать, и для восстановления его режущих способностей необходима его правка (заточка). Наряду с удалением затупленных зерен и отходов шлифования при правке восстанавливается и правильная геометрическая форма круга, потерянная им в результате неравномерного износа.
Так как шлифование является в основном чистовой (отделочной) операцией, то за критерий износа круга принимается технологический критерий (дробленая обработанная поверхность, прижоги обработанной поверхности, риски). За период стойкости часто принимается не время работы круга от правки до правки, а количество обработанных деталей или поверхностей.
При определенных условиях обработки может происходить «самозатачивание» шлифовальных кругов во время работы. У самозатачивающихся кругов затупившиеся абразивные зерна выравниваются из связки (или разрушаются) под действием возросшей в результате затупления нагрузки. При выпадении затупленных зерен в круге обнажаются новые, острые зерна, которые и продолжают процесс резания. Если при работе круга без самозатачивания силы резания и температура резания растут по мере увеличения времени работы (износа), то при самозатачивающемся режиме силы резания и температура колеблются в незначительных пределах в течение всего времени работы. Правка самозатачивающихся кругов делается лишь с целью придания кругу правильной формы, искаженной вследствие неравномерного износа.
Несмотря на определенные достоинства самозатачивания, оно, однако, может получиться лишь при специальном подборе характеристик круга и элементов режима обработки. Чаще это возможно при обработке твердых металлов специальными мягкими кругами при высоких элементах режима резания, характерных для обдирочных работ. В практике чаще встречаются условия, когда шлифовальный круг по мере его затупления необходимо править принудительно. Исследованиями ВНИИАШа установлено, что для восстановления режущей способности круга достаточно удалить с затупившейся поверхности слой толщиной 0,08 мм.
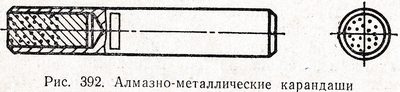
Режим и способ правки влияют на качество обработанной поверхности, получаемой после шлифования заправленным кругом, так как чем меньше неровности на поверхности шлифовального круга, тем чище обработанная поверхность детали. Существует два метода правки абразивного инструмента: алмазная и без-алмазная правка. При алмазной правке в качестве правящего инструмента применяют алмаз в виде одного зерна (0,25—2 кар), закрепляемого в стальной оправке (механически, зачеканкой или пайкой), или в виде алмазно-металлических карандашей, когда несколько мелких зерен алмаза (0,003—0,3 кар) заделывают в специальный вольфрамомедноалюминиевый сплав (в форме цилиндриков). Алмазно-металлические карандаши (рис. 392) изготовляют небольших размеров (4—10 мм) и закрепляют в специальных оправках. На станке алмазный правящий инструмент должен устанавливаться с наклоном в сторону вращения шлифовального круга на 10—15° и так, чтобы рабочая кромка алмаза находилась на уровне оси круга или ниже ее на 1—2 мм.
Режимы правки алмазным карандашом: скорость вращения круга — максимально допустимая; продольная подача 0,05—0,4 м/мин; поперечная подача 0,005—0,03 мм/ход; число проходов: черновых 2—3, чистовых 1—2. Чем меньше величина продольной и поперечной подач, тем меньше шероховатость рабочей поверхности шлифовального круга. Кроме алмазных карандашей, для правки абразивного инструмента применяют и алмазные круги из синтетических алмазов АСС.
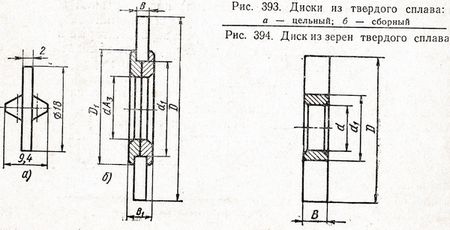
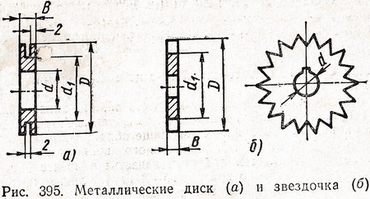
При безалмазной правке в качестве инструмента применяют монолитные твердосплавные (ВКЗМ, ВК6М) диски (рис. 393); диски из зерен твердого сплава, сцементированных латунью (рис. 394); металлические диски и звездочки (сталь ШХ15, 20Х; рис. 395); абразивные диски (из черного карбида кремния на керамической связке, диаметр 60—150 мм, высота 20—32 мм). Безалмазная правка, хотя и менее эффективна по сравнению с алмазной, по не требует применения дорогих алмазов, обеспечивая после правки получение шлифованной поверхности 7—9-го класса шероховатости.
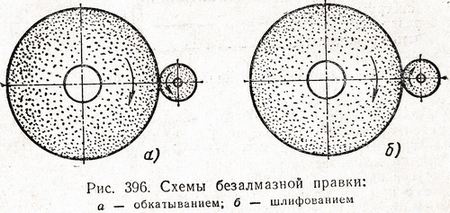
Безалмазная правка осуществляется двумя методами:
По методу обкатывания, когда удаленйё затупленных зерен из круга происходит вследствие внедрения (вдавливания) в круг правящего инструмента, могут работать все виды безалмазного правящего инструмента. По методу шлифования работают в основном абразивные диски.
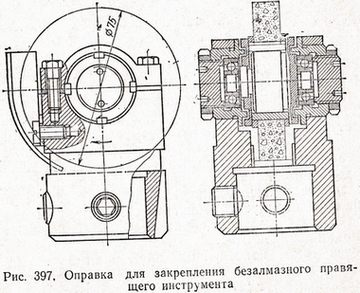
Безалмазный правящий инструмент закрепляют в специальных оправках (металлические диски и звездочки крепят по нескольку штук); на рис. 397 дана одна из таких оправок. Оси вращения шлифовального круга и правящего инструмента чаще всего располагают параллельно, но они могут находиться и под углом 10—15°.
Из всех инструментов для безалмазной правки наибольшее распространение получили абразивные диски. Зернистость их берется на три-пять степеней крупнее, а твердость на пять-шесть степеней выше па сравнению с шлифовальным кругом, подвергающимся правке. При правке по методу круглого наружного шлифования скорость вращения абразивных дисков приравнивается к скорости вращения заготовки, а шлифовальный круг вращается со скоростью, соответствующей его характеристике. Число проходов при правке 3—5; продольная подача 0,5—0,9 м/мин, поперечная 0,01—0,03 мм; последние (чистовые) проходы ведут без поперечной подачи и с уменьшенной продольной подачей (0,4—0,5 м/мин). Безалмазная правка сопровождается обильным охлаждением.
Алмазные круги правят только при потере ими точности формы. При правке алмазных кругов на металлической связке применяют абразивные бруски из зеленого карбида кремния на керамической связке, зернистостью 16 и 12, твердостью СМ1—СМ2; алмазные круги на бакелитовой связке правят куском пемзы; правку проводят при рабочей скорости круга, с охлаждением.
Разница между энергией электрического поля и энергией магнитного поля примерно такая же, как между энергией,…
Когда-то легендарный пастух Магнес, нашел природный магнитный камень, притягивающий железо. В последствии этот камень назвали магнетит или магнитный…
В электрических цепях применяются различные способы соединения конденсаторов. Соединение конденсаторов может производиться: последовательно, параллельно и последовательно-параллельно (последнее иногда называют смешанное соединение конденсаторов). Существующие…
Обозначение конденсаторов на схемах определено ЕСКД ГОСТ 2.728-74. Обозначения условные графические в схемах. Резисторы, конденсаторы. Итак,…
Узнав, что же такое конденсатор, рассмотрим, какие бывают виды конденсаторов. Итак, виды конденсаторов можно классифицировать по…
Вся энергия заряженного конденсатора сосредотачивается в электрическом поле между его пластинами. Энергию, накопленную в конденсаторе, можно определить…
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}