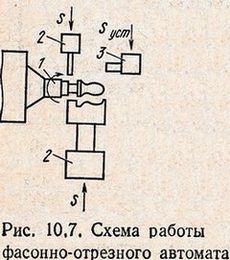
Фасонно-отрезные автоматы являются высокопроизводительными станками; их применяют в крупносерийном и массовом производстве для изготовления из прутка или из проволоки, свернутой в бунт, коротких деталей диаметром от 3 до 20 мм и деталей простой формы. Схема работы фасонно-отрезного автомата показана на рис. 10.7. Пруток, закрепленный в шпинделе 1, получает вращательное движение, а поперечные суппорты 2 (у станка их может быть два — четыре) с фасонным и отрезным инструментом получают поперечную подачу. У станка имеется подвижный упор 3, который автоматически устанавливается по оси шпинделя после обработки детали для подачи прутка на обработку следующей детали. Некоторые фасонно-отрезные автоматы имеют продольный суппорт для сверления отверстий.
Автоматы фасонно-продольного точения предназначены для изготовления длинных деталей малого диаметра из прутка или бунта в условиях массового производства. Они являются высокоточными станками. На автоматах продольно-фасонного точения обработку производят неподвижными или поперечно перемещающимися резцами при продольной рабочей подаче прутка. Как правило, обработку осуществляют непосредственно у люнета, поддерживающего пруток. Подача происходит при перемещении шпиндельной бабки или пиноли шпинделя. Комбинируя поперечные и продольные движения, можно получить ступенчатые, конические и фасонные поверхности без применения специальных фасонных резцов.
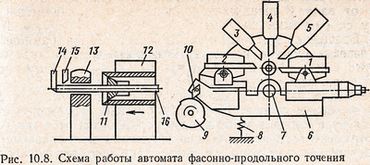
Схема работы автомата фасонно-продольного точения показана на рис. 10.8. Пруток 16, закрепленный в шпинделе цангой 11, вращается и одновременно получает продольную подачу вместе с бабкой 12. Суппорты 1—5 в процессе обработки или остаются неподвижными, или получают поперечную подачу. Суппорты 1 и 2 закреплены на балансире 6, качающемся на оси 7. Упор 10 балансира прижимается к кулачку 9 пружиной 8. При вращении кулачка 9 балансир 6 поворачивается и перемещает суппорты 1 и 2, причем, если суппорт 1 приближается к прутку, то суппорт 2 отходит. Суппорты 3, 4 и 5 смонтированы в одном корпусе. Люнет 13 расположен в непосредственной близости от режущих кромок резцов 14, 15. В результате создаются благоприятные условия для снятия стружки и получения высокой точности и наименьших параметров шероховатости обрабатываемой поверхности.
Разница между энергией электрического поля и энергией магнитного поля примерно такая же, как между энергией,…
Когда-то легендарный пастух Магнес, нашел природный магнитный камень, притягивающий железо. В последствии этот камень назвали магнетит или магнитный…
В электрических цепях применяются различные способы соединения конденсаторов. Соединение конденсаторов может производиться: последовательно, параллельно и последовательно-параллельно (последнее иногда называют смешанное соединение конденсаторов). Существующие…
Обозначение конденсаторов на схемах определено ЕСКД ГОСТ 2.728-74. Обозначения условные графические в схемах. Резисторы, конденсаторы. Итак,…
Узнав, что же такое конденсатор, рассмотрим, какие бывают виды конденсаторов. Итак, виды конденсаторов можно классифицировать по…
Вся энергия заряженного конденсатора сосредотачивается в электрическом поле между его пластинами. Энергию, накопленную в конденсаторе, можно определить…
{kind=link}
{kind=link}