Для современного этапа научно-технической революции характерна комплексная автоматизация производства на базе машин-автоматов. Из станков с ЧПУ создают автоматические линии, участки и целые производства.
Автоматическая линия из станков с ЧПУ — совокупность автоматических станков (машин) с ЧПУ, установленных в соответствии с технологическим процессом; загрузку, разгрузку и межоперационное перемещение обрабатываемых заготовок от станка к станку осуществляет автоматическая транспортная система с программным управлением, включающая накопитель первичной загрузки; смена инструмента автоматизирована; работой всего оборудования управляет единая программа.
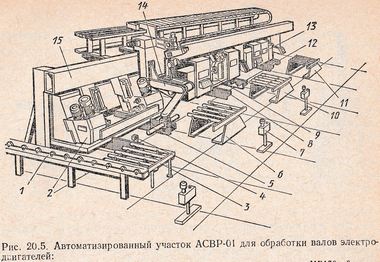
1 — конвейер подачи заготовок; 2 — фрезерно-центровальный станок МР179; 3 — начальный накопитель; 4 — устройство для измерения длины заготовки; 5 — заготовка; 6, 10 — промежуточный накопитель; 7 — стойка устройства фотозащиты; 8 — позиция ожидания; 9, 13 — токарный станок 1Б732ФЗ; 11 — выходная позиция участка (накопитель готовых деталей); 12 — позиция ожидания; 14 — подвижная каретка с рукой манипулятора; 15 — монорельс
Автоматический участок из станков с ЧПУ — совокупность станков с ЧПУ с единой системой управления загрузкой станков. Для участка характерны наличие общего автоматизированного склада для заготовок, полуфабрикатов и готовых изделий, механизированных или автоматизированных, например, с помощью промышленных роботов, средств доставки от станков к складу и обратно заготовок и полуфабрикатов, общей системы подготовки инструмента и приспособлений. Управление работой всего оборудования осуществляется по взаимно увязанным программам.
Автоматическое производство — совокупность нескольких автоматических линий или участков из станков с ЧПУ.
На основе использования оборудования с ЧПУ и средств вычислительной техники созданы типовые комплексно автоматизированные участки для механической обработки деталей, выпускаемых мелкими и средними сериями, позволяющие обеспечить повышение производительности труда в 4—5 раз. Основным направлением в области совершенствования станочных комплексов является их гибкость с обязательным наличием роботов на базе трудосберегающей (безлюдной) технологии. Автоматические станочные комплексы могут состоять из нескольких станков (многоцелевых, универсальных и др.), а также роботов, транспортно-накопительной системы, системы автоматического контроля, склада и др. Их можно переналаживать на обработку определенной номенклатуры деталей.
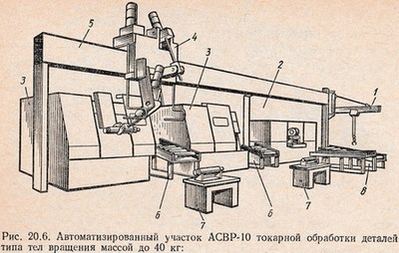
1 — электроталь; 2 — фрезерно-центровальный станок; 3 — токарные патронно-центровые станки с ЧПУ; 4 — подвижная каретка манипулятора; 5 — монорельс; 6 — перенастраиваемые промежуточные накопители для хранения валов или фланцев; 7 — контрольные позиции; 8 — двухручьевой роликовый конвейер
Автоматизированный участок АСВР-01 (рис. 20.5) предназначен для обработки валов электродвигателей длиной от 500 до 1400 мм, диаметром до 140 мм и массой до 160 кг. Валы изготовляют из резаного проката. Заготовки подвозят электрокаром и загружают на подающий конвейер, с которого манипулятор их забирает и раскладывает в ячейки начального накопителя 3. Участок укомплектован фрезерно-центровальным станком МР179 и двумя токарными станками 1Б732ФЗ, на которых производятся подрезка торцов, центрование и токарная обработка валов 30 типоразмеров. Обслуживание станков роботом осуществляется по их вызовам. При одновременном поступлении двух заявок выбирают станок с наибольшим циклом обработки. Между станками расположены промежуточные накопители 6 и 10 деталей. Манипулятор, снабженный тактильным щупом, осуществляет поиск заготовки в накопителе 3, измеряет ее диаметр и с помощью устройства 4 измеряет ее длину, уравнивая припуск на обработку торцов.
Если длина или диаметр заготовки выходит за пределы допусков, она бракуется. Манипулятор также обеспечивает загрузку и разгрузку станков, межстаночное транспортирование заготовок, их перебазирование, промежуточное складирование на накопителях 6 и 10, а также на позициях ожидания 8 и 12, расположенных перед токарными станками. После обработки манипулятор кладет детали в-магазин на выходной позиции 11 участка. Безопасность работы обеспечивается системой фотодатчиков, расположенных в стойках 7. Сзади станков проходит стружкоуборочный конвейер. Участок обслуживает один оператор.
Автоматизированный участок АСВР-10 (рис. 20.6) укомплектован фрезерно-центровальным 2 и двумя токарными 3 станками, обслуживаемыми манипуляторами. Заготовка (резаный прокат) укладывается на двухручьевой роликовый конвейер 8 с помощью электротали 1. На участке производится подготовка баз, фрезерование торцов и полная токарная обработка валов массой до 40 кг. Между станками расположены промежуточные накопители 6. В зависимости от программы каждую деталь после обработки на станке манипулятор подает на позицию 7 для проверки ее оператором. Обработанные детали робот укладывает на второй ручей роликового конвейера 8, откуда они забираются общецеховым транспортом. В остальном функции манипулятора и организация работы на участке такие же, как на участке АСВР-01.
