При резании металлов в результате затрачиваемой работы возникает теплота.
Действуя на режущий инструмент, теплота размягчает его, делает менее износостойким и изменяет его размеры; от действия теплоты изменяются и размеры обработанной поверхности, что снижает точность обработки.
Для отвода теплоты от режущего инструмента и заготовки применяют смазочно-охлаждающие жидкости, которые также уменьшают трение (между резцом — стружкой и резцом — заготовкой) и облегчают процесс стружкообразования.
Академик П. А. Ребиндер доказал, что свойства смазочно-охлаждающих жидкостей можно изменять путем введения в них небольших количеств (0,1 — 1%) поверхностно-активных веществ.
Поверхностно-активными называются такие вещества, которые при введении в жидкость уменьшают ее поверхностное натяжение пли поверхностную энергию и повышают смачиваемость (маслянистость); к таким веществам относятся органические кислоты (стеариновая, олеиновая, пальмитиновая и др.), их соли, а также органические вещества с галогено- или серосодержащими полярными группами.
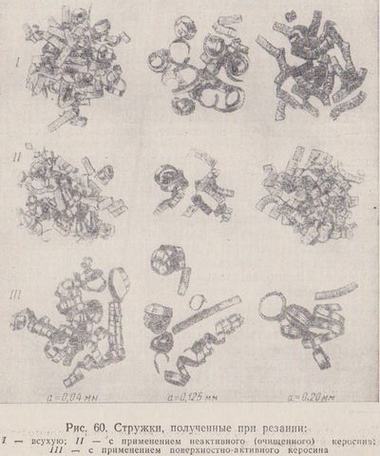
Фотографии стружек, полученных при обработке всухую, с применением неактивного (очищенного) и активированного керосина (свободное резание; v = 6,5 м/мин; b = 2,8 мм; α = s и равно 0,04; 0,125 и 0,20 мм), показаны на рис. 60. Стружки, полученные при обработке всухую и с неактивным керосином, имеют ярко выраженные элементы и зазубрины (как при всех подачах); при обработке с применением поверхностно-активного керосина стружки сливные.
Это доказывает, что поверхностно-активные смазочно-охлаждающие жидкости, изменяя напряженное состояние в зоре деформации и облегчая разрушение, значительно влияют на процесс стружкообразования.
Облегчение процесса стружкообразования с применением поверхностно-активных смазочно-охлаждающих жидкостей проявляется и в уменьшении усадки стружки (рис. 61), силы резания, шероховатости обработанной поверхности1 и интенсивности износа, режущего инструмента2.
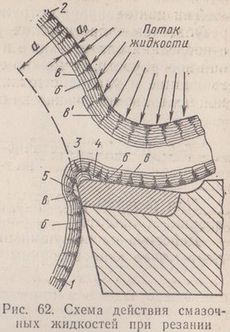
Сечения заготовки и резца в направлении, перпендикулярном к главной режущей кромке, показаны на рис. 62. Так как жидкость омывает заготовку и резец, то на абсолютно чистой поверхности резания 1, только что вышедшей из-под резца, образуется адсорбционный слой3; проникая в микрощели4, всегда имеющиеся в твердом теле и создающиеся дополнительно при разрушении, молекулы поверхностно-активных веществ адсорбируются на стенках щели и, препятствуя их смыканию, образуют «разрыхленную зону» предразрушения b. Образованная поверхность резания 1 через один оборот заготовки при подходе к резцу будет представлять собой уже обрабатываемую поверхность 2, омываемую жидкостью сверху. Таким образом, при входе в зону деформации (в зону начала стружкообразования) срезаемый слой α имеет «разрыхленную зону» (зону предразрушения) αр. В зоне деформации вследствие скольжения одних слоев относительно других наряду с дальнейшим развитием микрощелей происходит образование новых микрощелей.

Под действием поверхностно-активных веществ здесь начинают развиваться те плоскости скольжения, которые в обычных условиях, т. е. на воздухе или в неактивной среде, не получили бы развития. В результате этого процесс стружкообразования (разрушения) облегчается, и стружка из ступенчатой может перейти в сливную.
Жидкость влияет не только на внешние слои стружки, но и на слои металла, соприкасающиеся с режущей кромкой резца, и на слои стружки с прирезцовой (надрезцовой) стороны. На поверхности резца и в зону разрушения металла перед режущей кромкой резца жидкость попадает по пустотам 4 и 5, образуемым при срывах нароста 3, а также по микротрещинам, получающимся в результате ослабления и нарушения контактов между заготовкой и резцом (что вызывается их вибрациями).
Исследования показывают, что для любого обрабатываемого металла и даже вида обработки есть своя наиболее оптимальная смазочно-охлаждающая жидкость и что наибольшую эффективность смазочно-охлаждающие жидкости обеспечивают при резании вязких, высокопластичных и сильно упрочняющихся при деформации металлов; с увеличением толщины среза и скорости резания эффект облегчения стружкообразования от применения смазочноохлаждающих жидкостей уменьшается.
- По сравнению с обработкой всухую шероховатость обработанной поверхности понижается на один-два класса (по ГОСТ 2789—73).
- Снижение интенсивности износа режущего инструмента вызывается и охлаждающим свойством жидкости.
- Адсорбция — процесс, при котором на поверхностном слое данного вещества концентрируются молекулы, атомы или ионы другого вещества, поглощаемые из окружающей среды.
- Микрощели (трещины) всегда образуются при разрушении твердых тел. Жидкость проникает в такие микрощели (на глубину до 0,1 мм) под влиянием капиллярного давления; молекулы поверхностно-активных веществ покрывают поверхности щели (адсорбируются на них) с большей скоростью, чем скорость всасывания всей жидкости.
К смазочно-охлаждающим жидкостям, применяемым при резании, предъявляются следующие основные требования: высокая охлаждающая и смазочно-режущая способность, стойкость, антикоррозионность и безвредность для работающего. Все применяемые смазочно-охлаждающие жидкости можно разбить на две основные группы: охлаждающие и смазочные.
К первой группе относятся жидкости с малой вязкостью, большой теплоемкостью и теплопроводностью: водные растворы минеральных электролитов* и водные эмульсии. Ввиду большой теплоемкости их применяют в тех случаях, когда основной целью является охлаждающее действие — для повышения стойкости режущего инструмента (например, при обдирочных работах, когда происходит большое тепловыделение и шероховатость обработанной поверхности не имеет особого значения).
Широко распространенные водные эмульсии приготовляют из эмульсолов, представляющих собой коллоидные растворы мыл и органических кислот в минеральных маслах, стабилизированных водой или водой и спиртом. При смещении с водой получается эмульсия цвета от молочно-белого до коричневого (2—20% масла и 0,3—2% мыла).
Лучшей жидкостью будет та, которая наряду с высокими охлаждающими свойствами обладает и хорошей маслянистостью, что достигается введением в жидкость поверхностно-активных веществ.
* Минеральные электролиты (кальцинированная сода, нитрит натрия, жидкое стекло и др.) вводятся в воду как антикоррозионные добавки, предохраняющие металл от коррозии; для лучшего смачивания металлических поверхностей в воду добавляют мыло или специальные смачиватели ОП-7 и ОП-10 (резко снижающие поверхностное натяжение воды).
В связи с этим в промышленности широкое распространение находят активированные эмульсолы, к которым относится, например, осерненный эмульсол следующего состава:
- 25% сульфированного касторового масла;
- 13,5% осерненного соевого масла;
- 17% минерального масла;
- 32% воды и 20%-ный раствор каустической соды — остальное (до получения прозрачного масла).
Часто используют и активированные эмульсолы на окисленном петролатуме (на синтетических жирных кислотах) следующего состава: 20% окисленного петролатума, 70% минерального масла — индустриального 3 и 10% воды.
К жидкостям второй группы, обладающим высокой маслянистостью, относятся минеральные, растительные, животные и компаундированные масла (смесь минеральных масел с растительным или животным), а также керосин и растворы в масле или керосине поверхностно-активных веществ. Жидкости этой группы применяют при чистовых и отделочных работах, когда требуются шероховатость высокого класса чистоты и высокая точность обработанной поверхности. В промышленности широкое распространение нашли так называемые осерненные масла (сульфофре-золы), содержащие в качестве активированной добавки серу.
