По типу строгальные резцы различаются в зависимости от характера обработки. При строгании открытых горизонтальных плоскостей применяют проходные резцы с главным углом в плане меньше 90° (рис. 2, а), а при обработке горизонтальных плоскостей, не имеющих свободного выхода инструмента в направлении подачи,- проходные с углом φ=90° (рис. 2, 6).
Черновую обработку вертикальных поверхностей осуществляют подрезными резцами с главным углом в плане 60-70° (рис. 2, в), а чистовую обработку уступов — подрезными с углом φ = 90° (рис. 2, г). При черновой и чистовой обработке наклонных плоскостей применяют отогнутые широкие резцы (рис. 2, д) для предварительного строгания и резцы с радиусной вершиной (рис. 2, е) для чистовой обработки.
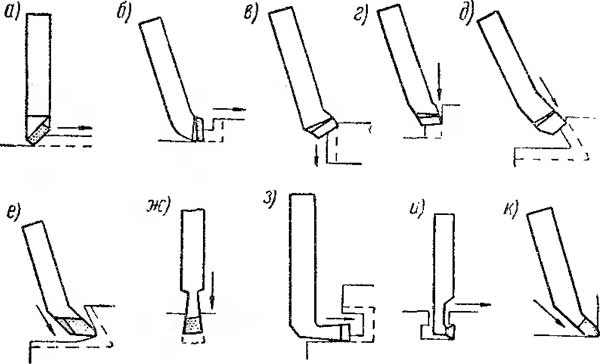
Рис. 2. Основные типы строгальных резцов
Прорезание пазов и отрезание производят прорезными резцами (рис. 2, ж), а строгание пазов, расположенных на вертикальной плоскости, отогнутыми прорезными (рис. 2, з и и). Канавки в углах сопряжений двух поверхностей прорезают отогнутыми прорезными резцами (рис. 2, к).
Помимо перечисленных находят применение фасонные и другие специальные строгальные резцы, форма и размеры которых определяются формой и размерами обрабатываемых поверхностей.
Размеры стержня резца
Размеры стержня резца определяют его жесткость. Вследствие ударного характера процесса строгания (при врезании в заготовку) жесткость резца должна быть достаточно большой. Поэтому площадь сечения стержня у строгального резца заметно больше, чем у токарного.
Выбор сечения державки резца зависит от размеров обрабатываемой детали и режимов резания. Чем больше сечение срезаемого слоя металла, тем больше сила резания и тем прочнее должен быть резец.
В целях повышения жесткости резца необходимо следить за возможным уменьшением его вылета.
