При обработке углеродистой конструкционной стали с σв = 75 кгс/мм2 торцовой фрезой с пластинками из твердого сплава Т15К6, имеющей угол ϕ = 60°, при нормальном износе:![]()
В формуле отсутствует величина z; это объясняется тем, что размеры зуба (и связанная с этим интенсивность теплоотвода от поверхностей трения) для торцовых фрез со вставными ножами при изменении числа зубьев фрезы практически остаются теми же.
При фрезеровании заготовок из стали фрезами из быстрорежущей стали применяют смазочно-охлаждающие жидкости (в основном 5%-ную эмульсию). При обработке фрезами с пластинками из твердого сплава смазочно-охлаждающие жидкости не применяют. Это вызывается тем, что при фрезеровании во время срезания стружки поверхностные слои зуба сильно нагреваются, а при выходе зуба из металла резко охлаждаются жидкостью. Такое частое и резкое изменение температуры нагрева приводит к быстрому изменению объема, местным напряжениям и появлению мелких трещин на поверхности зуба. Такие трещины ослабляют режущую кромку зуба фрезы, и вместо нормального износа, которым сопровождается процесс фрезерования при отсутствии охлаждения, начинается резкий износ с обламыванием крупных частиц по возникшим трещинам.
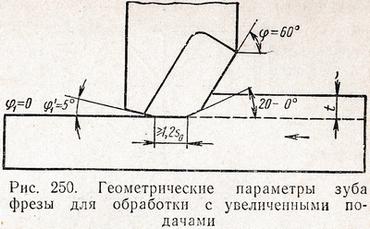
При работе твердосплавными фрезами значительное повышение стойкости (в 3—4 раза) достигается распылением масла («Индустриальное 20», 2—3 г/ч). В этом случае уменьшается трение и отсутствуют условия резкого изменения температуры нагрева твердосплавных пластинок; жидкость в виде «масляного тумана» подается в зону резания, охлаждая зуб фрезы при его выходе из заготовки. Производительность при чистовом фрезеровании может быть повышена (по машинному времени в 2 раза и более) путем увеличения подачи и применения в этом случае фрезы с дополнительной кромкой под углом ϕ1 = 0 (рис. 250).
Применение торцовых фрез с пластинками из твердых сплавов, у которых резцы (ножи) имеют угол ϕ1 = 0, позволяет получать поверхности настолько прямолинейными и чистыми (▽6—▽8), что можно заменить тяжелое ручное шабрение механической обработкой не только чугунных заготовок *, но и заготовок из стали и бронзы; производительность труда при этом повышается в 8 раз и более.
* Ручное шабрение чугунных заготовок успешно заменяется и чистовым строганием.
При фрезеровании заготовок из жаропрочных и нержавеющих сталей на стойкость фрезы влияют условия выхода режущей кромки из заготовки. Стойкость фрезы повышается по мере выхода режущей кромки из заготовки при меньшей (вплоть до нулевой) толщине среза, что достигается смещением фрезы относительно средней линии заготовки (рис. 251). 
Объясняется это тем, что вследствие высокой способности жаропрочных и нержавеющих сталей к свариванию с твердым сплавом стружка прочно приваривается к передней поверхности зуба фрезы. При врезании такого зуба в заготовку увеличивается общая разрушающая (ударная) нагрузка на зуб *, а вновь образующаяся стружка сталкивает приварившуюся стружку вместе с кусочками твердого сплава. Это вызывает более интенсивное разрушение режущей кромки и снижает стойкость.
*Так как вместо доведенной передней поверхности зуба на срезаемый слой начинает давить поверхность приварившейся стружки.
Одним из факторов, влияющих на прочность приваривания стружки к передней поверхности зуба фрезы, является давление стружки на инструмент; чем меньше давление, тем меньше прочность приваривания. Давление зависит от толщины среза, для уменьшения которой на выходе зуба из заготовки и устанавливают фрезы со смещением (α2<α1). Чем меньше расстояние от траектории движения режущей кромки до заготовки на выходе зуба (расстояние К), тем меньше толщина среза на выходе α2, давление в этот момент, прочность приваривания стружки, разрушается и изнашивается зуб, тем выше стойкость, а, следовательно, допускаемая скорость резания и производительность. Уменьшение отношения К/D с 0,4 до 0,1 способствует повышению скорости резания на 40%.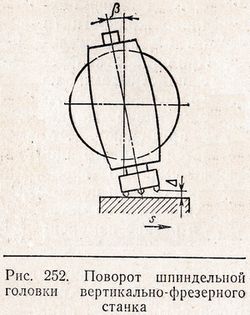
Увеличенная толщина среза α1 при входе зуба, вследствие высокой пластичности жаропрочных и нержавеющих сталей, влияет на стойкость меньше; превалирующим является условие выхода зуба (толщина α2). Поэтому при фрезеровании жаропрочных и нержавеющих сталей цилиндрическими, дисковыми и фасонными фрезами необходимо работать по методу попутного фрезерования. Для повышения стойкости и уменьшения шероховатости обработанной поверхности при торцовом фрезеровании жаропрочных и нержавеющих сталей шпиндельную головку (рис. 252; ∆ = 0,01 мм) необходимо повернуть.
