Для сокращения времени на закрепление деталей токари-скоростники вместо хомутиков с ручным зажимом часто применяют рифленые передние центры (рис. 1), которые не только центрируют деталь, но и выполняют роль поводка.
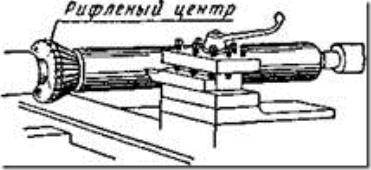
Рис. 1. Применение рифленого центра при обтачивании пустотелой детали
При нажиме задним центром рифления врезаются в обрабатываемую деталь и передают ей вращение.
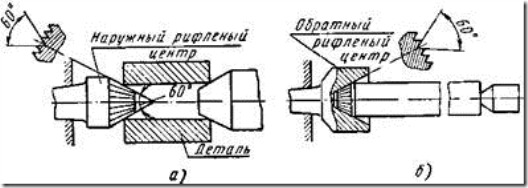
Рис. 2. Рифленые центры для токарной обработки: а — наружный, б — внутренний
Для полых деталей применяют прямые (рис. 2, а), а для валиков — внутренние (обратные) рифленые центры (рис. 2, б). Такой способ крепления позволяет обтачивать детали по всей длине за одну установку, в то время как те же детали о обычным центром и хомутиком могут быть обточены только за две установки, что значительно увеличивает время обработки.
Еще более надежное закрепление деталей типа втулок достигается при использовании рифленого переднего центра 1 и вращающегося заднего центра 3 с грибком 2 (рис. 3).
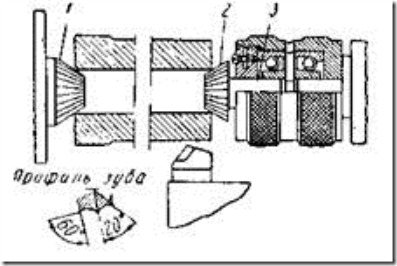
Рис. 3 Рифленый передний центр и вращающийся задний центр с грибком
Показанные на рис. 2 и 3 рифленые центры пригодны как для обдирочных работ (глубина резания 3-5 мм и подача 0,5-0,75 мм/об), так и для отделочных работ.
