Ремонт ходовых винтов начинают с зачистки или расточки центровых отверстий. Далее винт устанавливают в центрах токарного станка и производят проверку его на биение. Искривленные винты рихтуют с помощью стяжек, рычагов или на прессах. Далее резьбовая часть винта протачивается или шлифуется по наружному диаметру, прорезается канавка резьбы и протачиваются боковые поверхности трапеции или резьбы треугольного профиля, при этом сохраняются все параметры резьбы, кроме наружного и внутреннего диаметров. К винту по восстановленной резьбе изготовляют новую нестандартную гайку.
Ремонт посадочных шеек
Посадочные шейки винта шлифуются, а сопряженные с ними втулки изготовляются новые либо на проточенные шейки можно установить тонкие компенсационные втулки, которые напрессовываются или устанавливаются на клею, а потом обрабатываются по наружному диаметру под размер, соответствующий имеющимся втулкам.
Особо следует помнить о том, что многозаходные винты прессов восстановлению не подлежат, так как они в процессе эксплуатации теряют механическую прочность.
Ходовые винты специального оборудования, постоянно эксплуатируемые на небольшой длине, при ремонте переворачивают так, чтобы в работе находилась неизношенная часть винта; шейки винтов протачивают или устанавливают на них новые переходные втулки.
Ремонтная практика показала, что винты, работающие с интенсивной нагрузкой, целесообразно хромировать с точечным или канальчатым видом покрытия. Это в значительной мере повышает их износостойкость.
Ремонт гаек
Ремонт гаек, сопряженных с ходовыми винтами, производят в том случае, если винтовая пара работает с небольшими нагрузками. В остальных же случаях гайки изготовляют новыми по отремонтированным винтам.
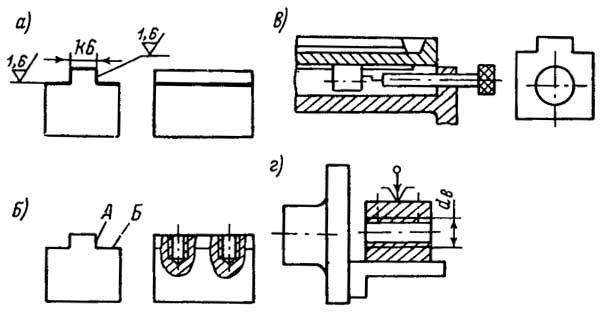
Рис 1 — Схема изготовления нерегулируемой гайки
Технологическая последовательность изготовления нерегулируемой гайки может быть следующей:
- Вырезать заготовку по размерам старой гайки.
- Фрезеровать базовые установочные поверхности по месту (рис. 1, а).
- Установить заготовку на место, разметить резьбовые отверстия по сопряженным деталям, снять заготовку, сверлить отверстия и нарезать резьбу (рис. 1, б).
- Установить заготовку на место вновь и закрепить ее винтами, вставить в отверстие винта поперечных салазок оправку (без диаметрального зазора) и начертить на торце гайки окружность под резьбу (рис. 1, в).
- Установить заготовку на угольнике планшайбы токарно-винторезного станка, выверять по базовым плоскостям А и Б и центровому отверстию, нарезать резьбу по отремонтированному винту (рис. 1, б, г).
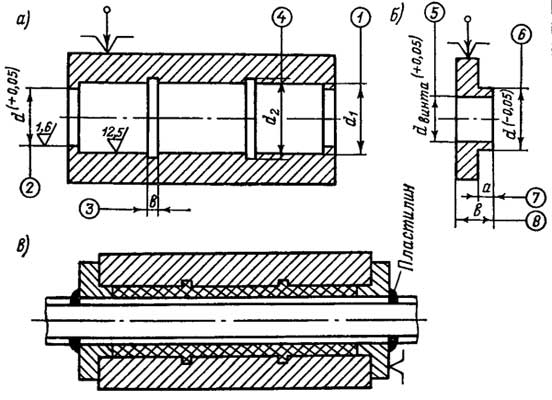
Рис 2 — Ремонт гайкий путем заливки акрилопласта
Технологическая последовательность ремонта резьбовой части нерегулируемой гайки путем заливки акрилопластом предложена следующей (рис. 2):
- Установить и выверить изношенную гайку в патроне токарного станка.
- Расточить гайку в размер d и d1 поверхностей 2 и 1 с полным снятием старой резьбы плюс 3 мм на сторону с Rа = 12,5 мкм. Расточить кольцевые канавки d2 поверхности 4 для предотвращения осевого смещения затвердевшего акрилопласта (рис. 2, а).
- Выточить две шайбы (рис. 2, б) с размерами
- b, d и dB поверхностей 5, 6, 7, 8.
- Приготовить акрилопласт.
- Обезжирить расточенное отверстие гайки.
- Поверхность винта и торцы шайб покрыть тонким слоем парафина или мыла.
Собрать гайку и винт, центрируя их шайбами. Герметизировать канавки винта по торцам шайб пластилином. Приподнять верхнюю шайбу и залить акрилопласт (рис. 2, в). Выдержать 2-3 ч. Снять шайбы, вывинтить винт, удалить наплывы акрилопласта.
