Прокладки изготовляются из маслостойкой резины, меди, свинца, прессованного картона и др. При ремонте гидросистем большинство прокладок приходится менять. Сложные конфигурации прокладок сначала размечают, а затем вырезают. Круглые вкладки вырубают просечками или вырезают с помощью приспособления, которое хвостовиком крепится, например, в шпинделе вертикально-сверлильного станка.
Сальниковую набивку при ремонте трубопроводов и гидросистем либо дополняют соответствующим материалом, либо заменяют новой.
Уплотнительные манжеты ремонту не подвергаются, а заменяются новыми. Если манжеты нестандартные или их нет в наличии, то их изготовляют, используя при этом приспособления или пресс-формы. Для улучшения формообразования кожу увлажняют, во время формовки сушат, после чего пропитывают рабочей жидкостью. Резиновые уплотнения изготовляют в пресс-формах из провальцованной сырой маслостойкой резины вулканизацией при температуре 140-150° С.
Гибка труб
Гибка труб при ремонтно-монтажных работах производится различными способами, зависящими от материала и величины стенки трубы.
Трубы из медных и алюминиевых сплавов перед гибкой подвергают рекристаллизационной термической обработке — нагреву до определенной температуры и быстрому охлаждению в воде. Сразу после термообработки производится гибка труб по шаблону, используя увеличенную пластичность материала трубы, так как трубы из некоторых материалов через незначительный период времени после термообработки опять приобретают упругость — явление возврата.
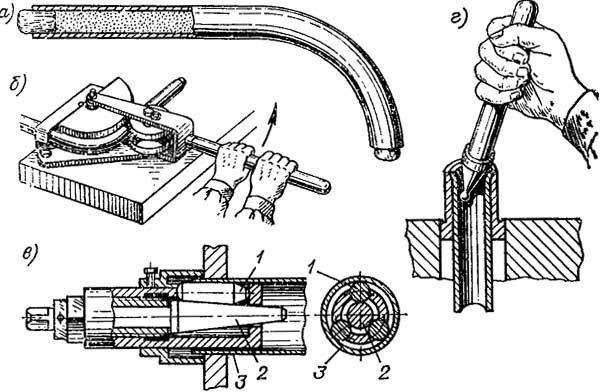
Рис. 1. Гибка и развальцовка труб: а — труба с песком и пробками; б — приспособление со сменными роликами; в — приспособление для развальцовки; 1 — ролики; 2 — регулирующий конус; 3 — вальцуемая труба; г -оправка для развальцовки.
Тонкостенные трубы перед гибкой набивают сухим песком, забив их отверстия с двух сторон деревянными пробками (рис. 1, а). Трубы из пластичных материалов можно гнуть без предварительного нагрева с помощью приспособления со сменными роликами (рис. 1, б). Развальцовка труб производится либо с помощью приспособления (рис. 1, в), либо с помощью конусной оправки (рис. 1, г).
Монтаж стальных труб производят после промывки их раствором соляной кислоты и очистки от окалины и коррозии. Продувку труб выполняют сжатым воздухом.
Трубы гидросистем не должны иметь отклонение по кривизне, превышающее 1,5 мм.
В соответствии с ГОСТ 3845-65 каждую трубу подвергают испытанию гидравлическим давлением, превышающим максимальное рабочее давление на 20%.
Минимальное количество изгибов — главная задача при монтаже труб. Изгибы должны иметь максимальный радиус, что уменьшает местные сопротивления. Установка труб, всасывающих и сливных патрубков должна вестись в точном соответствии с монтажной схемой гидросистемы ремонтируемого станка.
