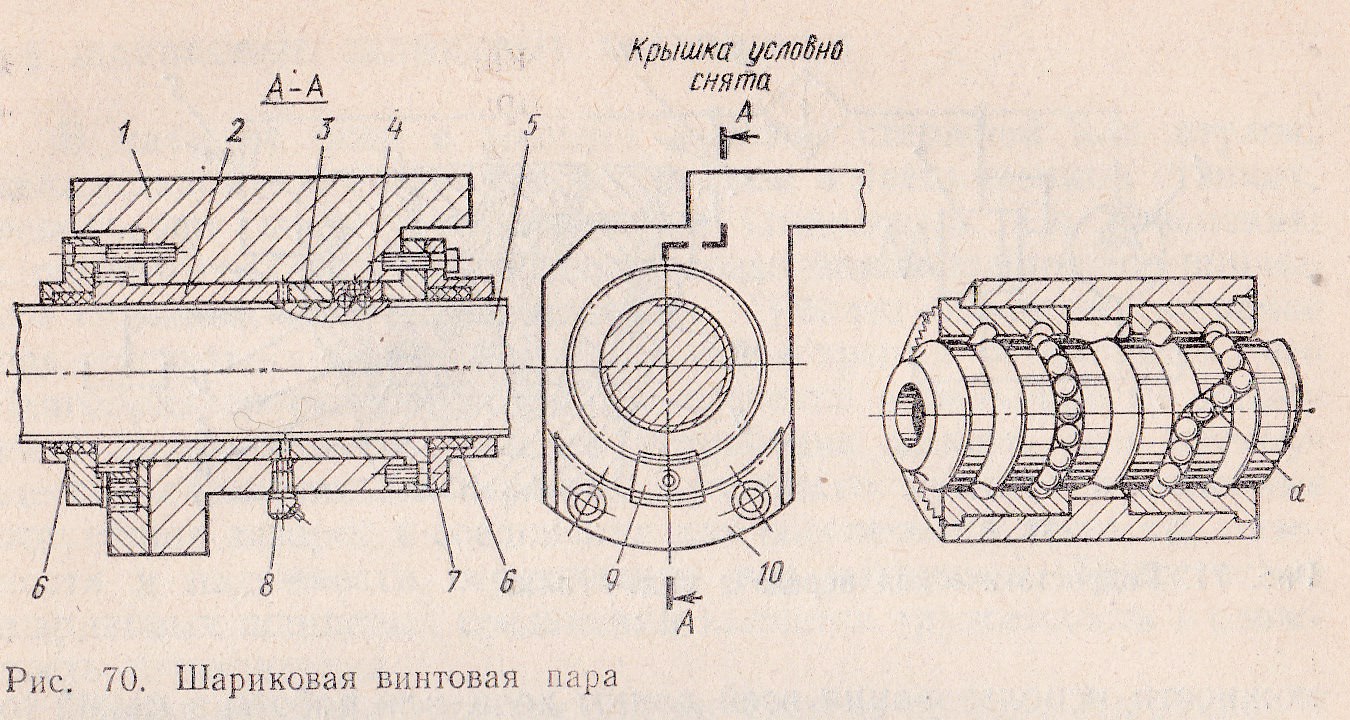
Передача винт — гайка с трением качения предназначена для использования в механизмах перемещения поступательно движущихся узлов станков с программным управлением, а также в других станках и механизмах различного назначения. Особенностью передачи является высокий КПД (90—95 %). Коэффициент трения покоя близок к коэффициенту трения движения. Это обеспечивает высокую чувствительность передачи и плавность перемещения даже при малых скоростях. Эта винтовая пара в большинстве приводов подач станков с ЧПУ является конечной передачей кинематической цепи, обеспечивает высокую осевую жесткость вследствие возможного устранения зазоров и длительно сохраняет первоначальную точность. В передаче имеется шариковая винтовая пара (ШВП) (рис. 70). В корпусе 1 (закрепленном, например, в суппорте) размещены полугайка 3 и полугайка 2 с зубчатым венцом. Винт 5 и полугайки 2, 3 имеют резьбу полукруглого профиля, заполненную шариками 4. Через шарики 4 происходит преобразование вращательного движения винта 5 в поступательное движение полугаек 3 и 2 и корпуса гайки 1. Два соседних витка каждой полугайки связаны каналом возврата шариков. Поэтому при вращении винта шарики из впадины одного витка во впадину соседнего, перекатываются через выступ резьбы винта по каналу α возврата шариков. Получается замкнутая 1, шариковая цепочка. Таких замкнутых циркулирующих цепочек обычно три в каждой полугайке. Передача выполнена из двух полугаек для того, чтобы путем их относительного поворота можно было устранить зазор в винтовой паре и обеспечить необходимый натяг. Беззазорные передачи с натягом получают и в одной гайке путем подбора диаметра шариков, при этом используют профиль резьбы «стрельчатая арка».

Натяг в ШВП регулируют перестановкой зубчатого сегмента 9 относительно зубчатого венца полугайки 2. Перестановка сегмента 9, входящего также в зацепление с неподвижным сектором 10, на один зуб приводит к осевому смещению полугайки на 1 — 2 мкм. Через штуцер 8 производится смазывание винтовой пары, а крышка 7 с уплотнениями 6 предохраняет вытекание смазочного материала. Смазочный материал передачи ШВП может быть, как жидким, так и консистентным. Детали передачи выполняются из легированных сталей. Рабочие поверхности закаливаются до твердости НRC 58—62 и шлифуются, что обеспечивает долговечность и большую нагрузочную способность передачи. Конструкция и размеры передач регламентируются стандартами.
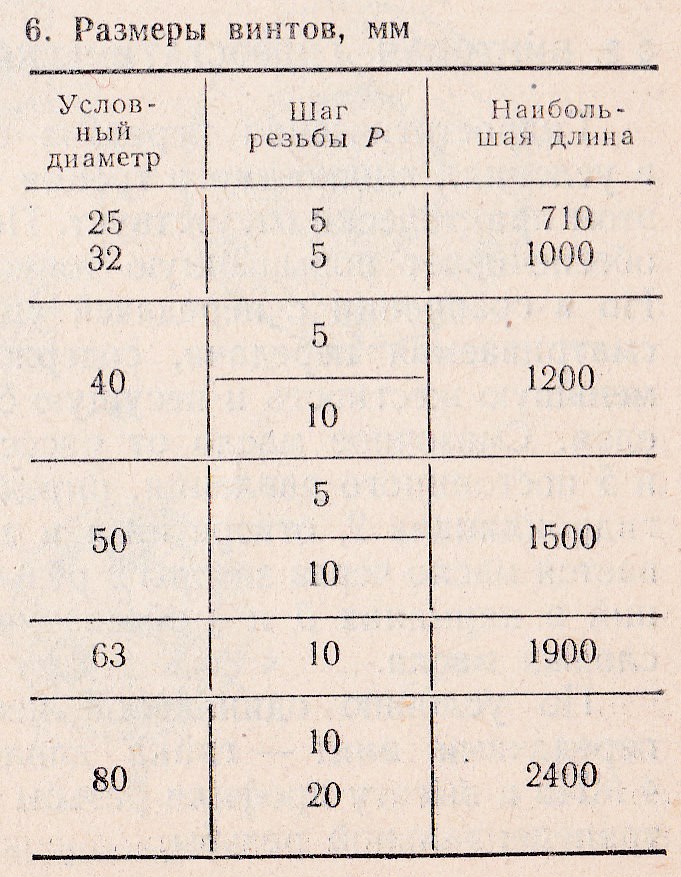
Точность шага винтов соответствует классам точности Н и П. Размеры винтов приведены в табл. 6.
Регулирование натяга в ШВП осуществляется методом осевого смещения двух полугаек по инструкции завода-изготовителя станка. Необходимо иметь в виду, что в процессе эксплуатации станка возможен местный износ шарикового винта; поэтому регулирование натяга производят с учетом возможности использования всей длины хода или работы в какой-то одной зоне винта. Силы перемещения измеряют динамометром. При демонтаже, во избежание рассыпания шариков, рекомендуется пользоваться монтажной втулкой с внутренним диаметром, соответствующим размеру винта. Втулка надевается на выступающий из гильзы торец гайки и затем в нее помещают обе гайки. При дальнейшей разборке ШВП (промывки или замены шариков) необходимо снять монтажную втулку и через канал возврата извлечь шарики из полугаек. Сборку производят в обратном порядке, наполняя полугайки шариками через каналы возврата. При этом необходимо помнить, что все шарики подобраны с разноразмерностью не более 0,002 мм. При утере шарика не допускается замена его другим, не соответствующим указанному допуску.
