Хвостовики машинных метчиков выполняются на практике по-разному в зависимости от конструкции патрона. Однако в связи с широким внедрением быстросменных патронов принят хвостовик, снабженный, помимо квадрата, еще и кольцевой выточкой (рис. 1, б) или двумя лысками (срезами).
Все концевые инструменты с цилиндрической или конической рабочей частью снабжаются на обоих торцах центровыми отверстиями, основные размеры которых обозначены буквами (рис. 2, а). Они являются базами при изготовлении, контроле и переточках в процессе эксплуатации. Во избежание повреждения конической поверхности центрового отверстия предусмотрена другая его форма — с предохранительным конусом (рис. 2, б). Основной конус делается под углом 60°, а предохранительный под углом 120°. Центровые отверстия изготовляются по нормальному ряду, установленному стандартом (ОСТ НКМ 4044).
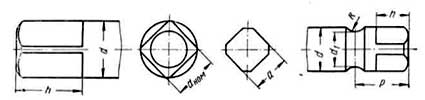
Рис. 1. Квадраты для инструментов
Для инструментов с канавками (метчики, развертки и т. п.) центровые отверстия выбираются с учетом толщины стенки от наибольшего диаметра основного конического отверстия до диаметра сердцевины инструмента.
Для инструментов, у которых наименьший диаметр цилиндра (рабочей части или хвостовика) равен меньше 10 мм, торцы изготовляются с наружными центрами, выполненными под углом 75° (рис. 2, в).
Для быстрой смены зенкеров, комбинированных и специальных инструментов применяются хвостовики различных конструкций.
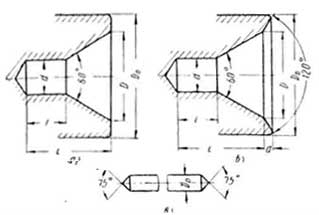
Рис. 2. Центры для инструментов
На рис. 3 представлена одна из удачных конструкций хвостовиков и отверстий для них. Размеры их стандартизованы (ГОСТ 3009-57). Хвостовики (рис. 3) диаметром от 10 до 50 мм снабжены кольцевой канавкой 1, плоскостью 2, указанной размером Н и радиусным пазом 3 шириной b. В корпусе патрона запрессован штифт 4 и предусмотрено фиксационное устройство, состоящее из штифта 5 и кольцевой пружины 6.
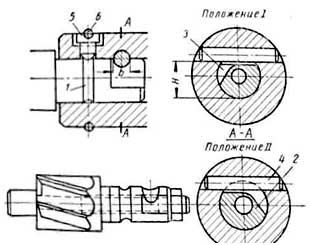
Рис. 3. Быстросменный патрон для концевых инструментов
Хвостовик инструмента вставляется в патрон в положение 1. Плоскость 2 свободно проходит под штифтом 4. Штифт 5 под действием пружины 6 заскакивает в кольцевую канавку 1, фиксируя правильное положение инструмента. При вращении шпинделя с патроном штифт 4 заходит в паз 3, захватывает хвостовик и осуществляет рабочее движение зенкера (положение II). Фиксационное устройство предохраняет инструмент от выпадания и обеспечивает быстрое и удобное закрепление хвостовика в патроне. От рабочего требуется только ввести хвостовик в патрон. При повороте шпинделя штифт патрона, входя в паз, сам захватывает и ведет зенкер. В практике применяется как штифтовый, так и шариковый фиксатор.
Цилиндрические хвостовики с успехом заменяют конические, в особенности на станках с вертикальным шпинделем. Преимущества их заключаются в простоте и быстроте смены инструмента, а также в экономии материала, так как цилиндрические хвостовики в 2-3 раза короче соответствующих конических. Однако цилиндрический хвостовик не может обеспечить по сравнению с коническим лучшее центрирование инструмента и более качественно обрабатываемую поверхность. Поэтому этот тип крепления можно рекомендовать для менее ответственной работы.
