На координатно-расточные станки можно размечать и центровать, сверлить, развертывать и окончательно растачивать отверстия, обрабатывать фасонные контуры, фрезеровать торцы бобышек и др. Станки этого типа применяют для обработки точных отверстий в тех случаях, когда расстояния между их осями или расстояния их осей до базовых поверхностей детали должны быть выдержаны с очень высокой точностью.
Точные расстояния между осями обработанных отверстий и принятыми базовыми поверхностями получают на этих станках без применения каких-либо приспособлений для направления инструмента. Для точного отсчета перемещений подвижных узлов станка координатно-расточные станки имеют специальные устройства: точные ходовые винты с лимбами и нониусами, жесткие и регулируемые концевые меры вместе с индикаторными устройствами, точные линейки в сочетании с оптическими приборами и индуктивные проходные винтовые датчики.
При этом применяют механические, оптико-механические, оптические, оптико-электрические и электрические системы.
Координатно-расточные станки бывают одно- и двухстоечные. Одностоечные координатно-расточные станки обычно снабжают крестовым столом, который может перемещаться в двух взаимно перпендикулярных направлениях (продольном и поперечном). Шпиндель имеет вращательное движение и движение подачи в осевом направлении. У двухстоечных координатно-расточных станков стол может перемещаться только в продольном направлении, а поперечное перемещение по траверсе получает головка со шпинделем.
Координатно-расточные станки можно использовать как измерительные машины для проверки размеров деталей и особо точных разметочных работ. Во избежание температурных влияний окружающей среды на точность работы эти станки необходимо устанавливать в изолированном помещении, где поддерживается температура 20 °С.
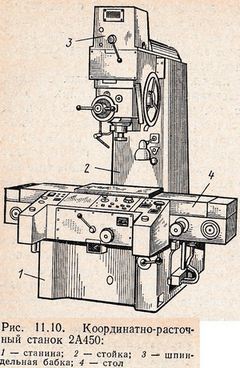
Основной особенностью одностоечного координатно-расточного станка 2А450 (рис. 11.10) является то, что он оборудован оптическими устройствами, позволяющими отсчитывать целую и дробную части размера. Поэтому точность отсчета перемещений стола не зависит от механизмов, перемещающих стол, и не нарушается даже при изнашивании этих механизмов. В условиях нормальной эксплуатации станок обеспечивает точность установки межцентровых расстояний в прямоугольной системе координат 0,001 мм, в полярной системе — 5 угл. с.
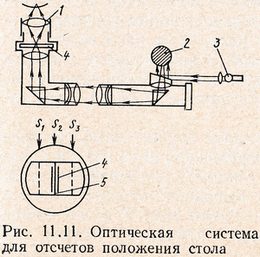
Координаты отсчитывают с помощью точных масштабных зеркальных валиков и оптических приборов. Зеркальные валики представляют собой стержни из коррозионностойкой стали, на которых нанесены тонкие винтовые риски с точным шагом. Поверхность валиков доведена до зеркального блеска. Координаты устанавливают по точным шкалам при наблюдении через специальные микроскопы. Зеркальный валик размещают на столе станка и перемещают вместе с ним. На рис. 11.11 показана схема хода лучей при наблюдении продольно расположенного размера. От осветительного элемента 3 на поверхность валика 2 направляется пучок света, который отражается от валика и, проходя через ряд призм и линз, попадает в микроскоп 1. В микроскоп видна освещенная поверхность валика и риска 5. Риска может быть в положениях s1, s2 или s3. Для правильного отсчета положений стола его надо передвигать до тех пор, пока риска 5 не расположится точно между двумя неподвижными линиями 4 визира (эти линии нанесены на тонкую стеклянную пластинку). Следовательно, если риска 5 видна в положениях s1 или s3, то стол нужно сдвинуть так, чтобы риска заняла положение s2.
Перемещения измеряют с помощью шкал зеркальных валиков. Перемещения, равные целым миллиметрам, отсчитывают по масштабным линейкам с миллиметровыми делениями. Перемещения, составляющие доли миллиметров, отсчитывают по лимбам, закрепленным на валиках со шкалами. Точность отсчетов зависит от точности шага рисок масштабного валика.

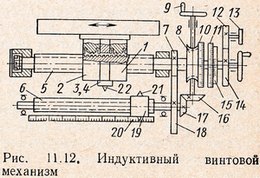
Сущность индуктивного метода отсчета координат, который применяют на некоторых координатно-расточных станках, состоит в следующем. На станке имеется индуктивный винтовой механизм (рис. 11.12), который содержит винт-якорь 5 и датчик, состоящий из проходных гаек 1 и 2 с шагом 5 мм. Шаг винта-якоря также равен 5 мм. Датчик прикреплен к столу и перемещается вместе с ним. Гайки являются сердечниками, на которые намотаны катушки, создающие в гайках магнитный поток при прохождении тока. Между наружной поверхностью винта и внутренней поверхностью гайки имеется радиальный зазор 0,3— 0,4 мм.
Каждая из гаек-сердечников смещена относительно другой на полшага. Суммарные воздушные зазоры между торцами витков гаек 1 и 2 и винта-якоря 5 будут равны и минимальны лишь в одном относительном положении. Это положение повторяется на каждом шаге винта-якоря. Во всех других случаях при перемещении в пределах шага увеличение зазоров в одном полудатчике сопровождается уменьшением их в другом. Это приводит к изменению силы тока в цепи электроиндикатора (микроамперметра со шкалой ±100 мкА). Когда зазоры в обоих полудатчиках равны, сила тока в цепи электроиндикатора будет равна нулю. Таким образом, при перемещении датчика вместе со столом относительно винта будет фиксироваться точное положение стола через каждые 5 мм.
Установка точного положения стола в пределах меньше 5 мм (до 0,001 мм) достигается следующим образом. При наборе координат винт-якорь 5 поворачивают вокруг оси маховичком 9 через конические колеса 16—17 и цилиндрическую передачу 18—7. Величину поворота винта-якоря наблюдают по лимбу. Затем при работе станка, когда стол движется, датчик точно фиксирует нулевое положение.
Таким образом, создается непрерывная индуктивная шкала отсчета координат. Учитывая, что датчик при движении со столом фиксирует каждый шаг винта-якоря, т. е. каждые 5 мм, необходимо, чтобы электроиндикатор включался только перед требуемым витком. Для этого служит передвижной упор 21, который устанавливают при наборе координат в соответствии с требуемым размером напротив заданного витка винта-якоря. Упор 21 закреплен на гайке 19, находящейся на вспомогательном винте 6. Винт 6 вращается от маховичка 9 через конические колеса 16—17.
На датчике закреплены два микропереключателя 4 и 3, которые последовательно срабатывают при нажатии на упор 22 во время движения стола. Микропереключатель 4 за 2,5—3 мм до требуемой координаты выключает быстрый ход стола или салазок и одновременно включает медленную рабочую подачу. Микропереключатель 3 срабатывает за 0,8—1,2 мм до заданной координаты, подготовляя реле для подачи команды «Стоп» электродвигателю привода стола, а также включает электроиндикатор и его сигнальную лампочку. При достижении столом заданного размера датчик подает сигнал поляризованному реле, а от него через промежуточное реле магнитному пускателю, отключающему электродвигатель привода подачи, и стол автоматически останавливается. Точность останова зависит от скорости движения стола и составляет ±0,02 мм.
Для наладки на требуемую координату служит лимб 10, приводимый во вращение маховичком 9 через червячную пару и показывающий величину в миллиметрах, лимб 11, указывающий доли миллиметров, и нониусный лимб 15, с помощью которого устанавливают тысячные доли миллиметров. Точно винт 5 и его лимбы устанавливают рукояткой 13 через зубчатые колеса 12 и 14.
После обработки первого базового отверстия лимб 11 устанавливают в нулевое положение. Отключают лимб 11 фрикционной муфтой. Лимб 10 связывается счервячным колесом 8фрикционными пальцами, находящимися под воздействием пружин. Благодаря этому лимб можно также установить в нулевое положение. Положение стола определяют по линейке 20.
Для автоматического исправления ошибок отсчетного механизма (неточность шага и биение винта-якоря, неточность электрической системы механизма) имеется специальный корригирующий диск, который через рычажную систему в соответствии с заранее обнаруженными ошибками поворачивает нониусный лимб. Конструкция и принцип работы датчика для набора и установки поперечных координат аналогичны рассмотренным.
