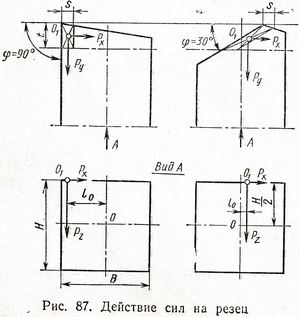
Действие силы на резец. Сила резания Рz изгибает резец в вертикальной плоскости, сила Ру стремится оттолкнуть резец от заготовки, а сила Рх стремится изогнуть резец в горизонтальной плоскости и вывернуть его из резцедержателя.
Очевидно, что чем больше вылет резца* l, тем больше будет изгибающий момент Мизг = Рzl кгс*мм, тем, следовательно, большим должно быть сечение державки резца. Во избежание смещения резца от действия сил Ру и Рх он должен быть прочно закреплен в резцедержателе.
Напряжения, вызванные в державке силами Рz, Ру и Рх, не должны повышать напряжений, допускаемых материалом державки по его прочности и жесткости. В практике, однако, принято рассчитывать резец только на плоский изгиб по силе Рz, не учитывая деформаций от сил Ру и Рх.
Наряду с напряжениями в державке резца сила Рz создает большие напряжения и в режущей части инструмента — в пластинке. В зависимости от значения переднего угла пластинка может испытывать деформации изгиба и среза или деформации сжатия. Для каждого резца сила Рz должна быть не больше определенной величины, иначе напряжения, вызванные этой силой, достигнут предела прочности пластинки и пластинка разрушится. Это особенно важно для твердосплавных резцов из минералокерамических, алмазных материалов и эльбора Р (вследствие их большей хрупкости).
* За вылет резца принимают обычно расстояние от края плоскости опоры до вершины резца, допуская во всех расчетах, что точка приложения сил находится в вершине.
Силы Рz, Ру и Рх влияют на режущую часть инструмента и в том случае, когда напряжения не достигли ее предела прочности, так как чем больше эти силы, тем интенсивнее протекает износ инструмента (разрушение режущей кромки) в процессе резания.
Точка приложения равнодействующей всех сил O1 (или центр давления стружки на резец) не проходит через центр тяжести сечения державки резца О (рис. 87). На положение центра давления влияют глубина резания, подача и геометрические элементы резца (особенно главный угол в плане). Приближенно центр давления О1, может быть определен как точка пересечения диагоналей сечения среза. Такое положение центра давления по отношению к центру тяжести сечения державки резца приводит к тому, что сила Рz, кроме нормальных напряжений от изгибающего момента Mизг = Рzl и касательных напряжений от перерезывающей силы при изгибе, создает еще касательные напряжения от крутящего момента Мкрz = Рzl0 кгс*мм.
Сила Рх, кроме нормальных напряжений от изгибающего момента и касательных напряжений от перерезывающей силы при изгибе, создает касательные напряжения от крутящего момента:![]()
Сила Ру, кроме сжатия, создает продольной изгиб. Таким образом, при более точных расчетах необходимо иметь в виду, что резец в процессе резания испытывает сложное сопротивление.
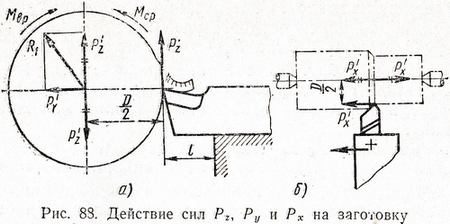
Действие сил на заготовку. Если на резец действует сила Рz, то на заготовку в месте резания действует сила Р’z , равная по величине силе Рz, но обратная по направлению (рис. 88, а). Перенося в центр обрабатываемой заготовки две равные и противоположно направленные силы Р, видим, что создается пара сил и момент сопротивления резанию:
Кроме скручивания заготовки, от действия силы Р’z создается момент, изгибающий заготовку в вертикальной плоскости. Для резания необходимо, чтобы момент сопротивления резанию был преодолен вращающим (крутящим) моментом станка, т. е. вращающий момент станка на выбранной ступени числа оборотов был бы больше или, в крайнем случае, равен (для расчетов) моменту сопротивления резанию: Мвр≥ Мс.р.
Вращающий момент станка:![]()
где Nшп — мощность на шпинделе в кВт; n — частота вращения шпинделя в об/мин.
В свою очередь:
Nшп = Ncтη
где Ncт — мощность электродвигателя станка; η — к. п. д. станка.
Сила Р’y изгибает заготовку в горизонтальной плоскости. При недостаточной жесткости системы СПИД эта сила может вызвать в процессе резания вибрации. Складываясь с силой Р, они создают силу R1, которая будет вызывать суммарный изгибающий момент, действующий на заготовку и влияющий на точность обработанной поверхности.
Сила:![]()
Сила Р’х прижимает заготовку к переднему центру (рис. 88, б) (или стремится сдвинуть заготовку в осевом направлении при креплении ее в патроне) и создает момент:![]()
который «вывертывает» заготовку из центров. Сила Р’х = Рх; Р’y = Ру; Р’z = Рz,
Действие сил на станок. Сила резания Рz, будучи наибольшей и совпадая с направлением скорости резания, через резец действует на суппорт и станину. Сила Р’z через заготовку действует на центры и заднюю бабку. По этой силе производится расчет ответственных деталей станка и мощности, затрачиваемой на резание (а, следовательно, расчет и необходимой мощности электродвигателя станка).
Радиальная сила Ру действует через резец на суппорт и станину, а сила Р’y через заготовку — на шпиндель, центры и заднюю бабку станка. По этой силе производится расчет станка на жесткость и расчет радиального давления на подшипники шпинделя.
Сила подачи Рх действует через резец на механизм подачи станка, а сила Р`x через заготовку—на шпиндель и его опоры в осевом направлении. Сила Рх преодолевается механизмом подачи станка, а потому в основном по ней и рассчитываются детали коробки передач фартука и упорные подшипники шпинделя, а также мощность, необходимая для осуществления движения подачи. Таким образом, силы, действующие в процессе резания, нужно знать для правильного расчета и конструирования режущего инструмента, станков и приспособлений, для расчета жесткости системы СПИД и мощности, затрачиваемой на резание, а также для правильной эксплуатации станка, инструмента и приспособлений.
